ArcelorMittal offers a complete range of steels which can fully meet the challenges carmakers face today. For every part, from the body-in-white to the external panels, ArcelorMittal can propose a lightweight steel solution which is cost-effective, easy to implement, and safe.

Our comprehensive offer includes:
| Steel type | ArcelorMittal offer and brands |
| Drawing | Aluminum-killed and IF (Interstitial Free) |
| High tensile or high strength steels | Micro-alloyed steels, solid solution by adding phosphorus steels, high strength IF steels, isotropic steels, and bake hardening steels |
| Advanced high strength steels (AHSS) and multiphase | Dual Phase, TRIP (transformation induced plasticity), ferrite-bainite, and Complex Phase |
| 3rd generation advanced high strength steels (AHSS) and ultra high strength steel (UHSS) | DH steels and Fortiform® |
| Martensitic ultra high strength | MartINsite® |
| Hot stamping | Usibor® and Ductibor® ranges |
The mechanical properties of ArcelorMittal’s automotive steels result from a combination of parameters which are applied during the steel manufacturing process. There are two main parameters which affect the steel’s strength and formability:
ArcelorMittal’s goal is to develop a complete range of steels which can be used to form almost every part in a vehicle.
Several hardening processes are used to finalize the strength of each steel for automotive. The processes can be used alone or in combination to provide the precise level of hardening required for each application.
Like steel’s mechanical properties, the hardness level that can be achieved is affected by chemical composition and thermo-mechanical processing.
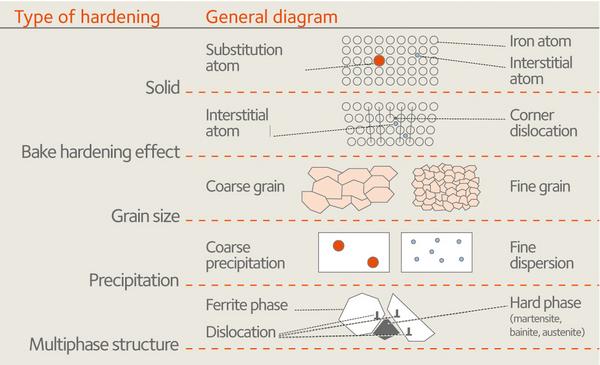
Steel hardening processes can be used alone or in combination to give an automotive steel its final properties
The chemical composition of a steel alloy affects a range of attributes including mechanical strength and hardness. By adding or removing alloying elements during the steelmaking process, ArcelorMittal can carefully control the steel’s final properties.
The proportion of carbon plays a crucial role as it is the main hardening element added to iron. Other elements such as manganese, silicon, and phosphorous are also used to adjust the strength of the steel. Further alloying elements such as chromium, molybdenum, niobium, nitrogen, titanium, and vanadium can be added to lend specific hardness properties to the steel.
To produce Interstitial Free (IF) mild steels for drawing and high strength applications, residual carbon and nitrogen atoms must be removed. One way of doing this is to add aluminum, resulting what is known as an aluminum-killed steel. Titanium can also be used and is more efficient. Steels resulting from this method are known as titanium-killed.
The chemical composition and grain structure of a steel influences its mechanical behavior both at the micro and macro levels. That allows the mechanical properties of the steel to be fine-tuned using different thermo-mechanical cycles during the manufacturing process. They typically include:
Parameters such as rolling temperature, cooling speed, coiling temperature, thickness reduction rate during cold rolling, annealing, and skin-pass constraints can all be varied to adjust the final structure of the steel.
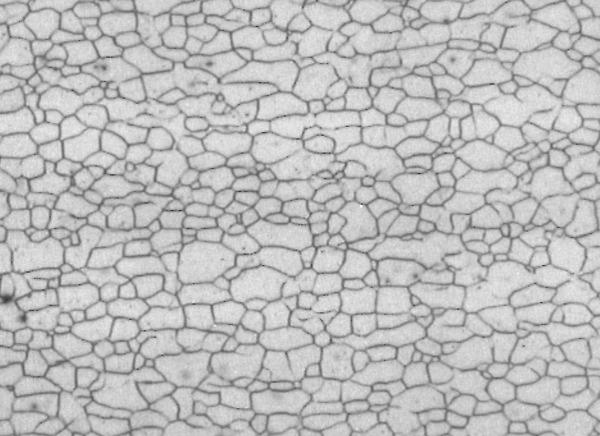
Steel grain structure after processing
A steel’s mechanical properties influence its suitability for secondary processing and forming operations such as drawing, bending, and hydro-forming. To determine the specific mechanical properties of a steel, it is subjected to a tensile test. This easy, rapid, and standardized (EN 10002-1) test produces a stress-strain curve which provides a large amount of precise information of the steel.
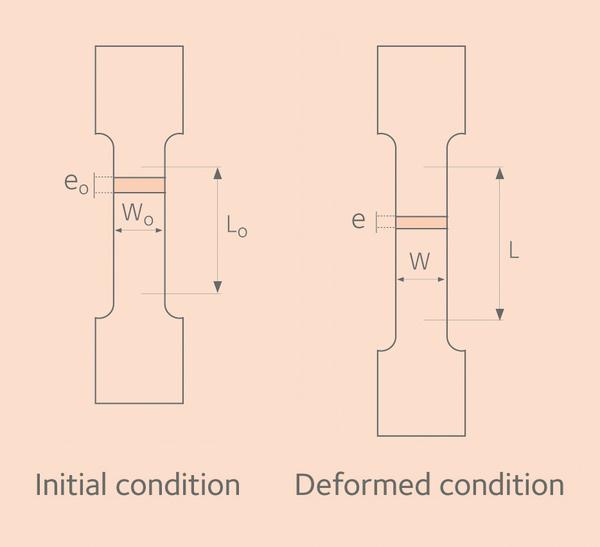
During the test, a specimen of the steel is gradually elongated
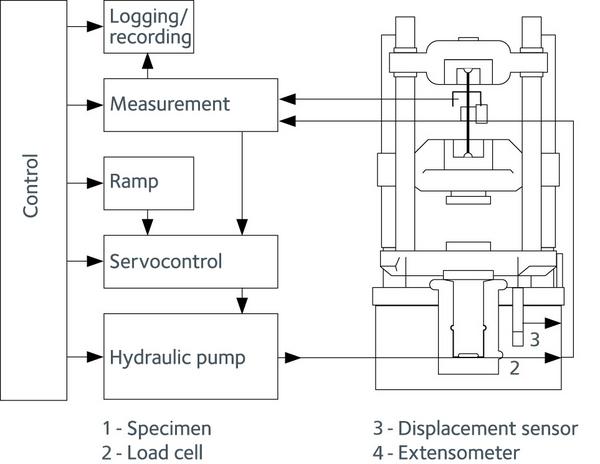
A tensile test machine measures the load needed to deform the specimen to failure
Parameters derived from the tensile test reflect the properties of the steel in a specific direction. The values depend on the direction in which the sample was taken with respect to the direction in which the sheet was rolled.
When indicating the mechanical properties of steel, the sampling direction must be specified with respect to the rolling direction. For example:
The tensile test measures the following parameters to characterize the steel’s mechanical properties.
| Yield stress | YS | Point A on the stress-strain curve. Represents the load at which the elastic domain (where deformation is reversible) ends and the plastic domain (where deformation is irreversible) begins. |
| Ultimate tensile stress | UTS | The maximum load reached during the tensile test (shown as point B). Beyond this point, deformation begins to concentrate locally in a phenomenon known as ‘necking’. |
| Fracture elongation | A% | The residual elongation after failure of the specimen at point C on the stress-strain curve. |
| Strain hardening coefficient | n | Describes the propensity of the steel to harden during deformation in the plastic domain. The higher the value of n, the quicker the steel hardens. |
| Anisotropy coefficient | r | Measures the tendency of the steel to resist thinning during the tensile test. It reflects the steel’s ability to undergo severe deep drawing strains. The values of r are usually around 1 for hot rolled sheet but can go up to nearly 3 for steels with the highest drawability. |
| Bake hardening | Indicates the steel’s ability to harden during paint baking which can be used to increase the yield strength of a finished part. | |
| Work hardening | Describes the increase in yield stress compared to a reference level following plastic deformation. It is directly correlated with the steel’s strain hardening coefficient (n). |
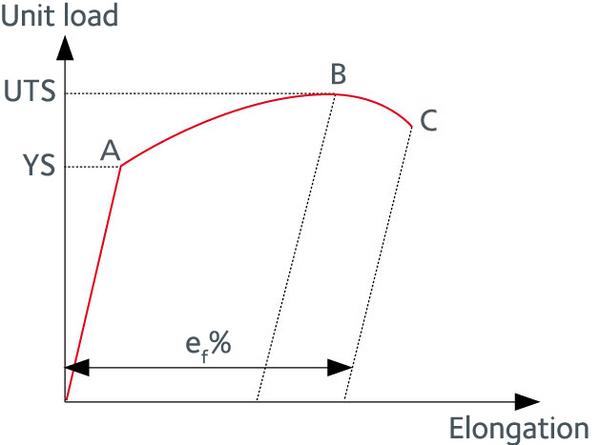
Example of a stress-strain curve generated during a tensile test
In addition to corrosion protection, ArcelorMittal’s range of coatings offer properties which can improve the finished state of the steel. ArcelorMittal’s metallic coatings include products which are designed for specific steels or parts of the vehicle.
ArcelorMittal’s metallic coatings can be comprised of a pure metal (usually zinc) or an alloy of different elements. Most combine two or three of the following elements:
The presence of alloying elements in advanced coatings often enhances the corrosion protection they provide. This enables the coating to be applied in a thinner layer than a pure-zinc coating for the same level of corrosion protection. Applying the advanced coating in a thicker layer than a pure-zinc coating will increase the life of the part.
ArcelorMittal has developed a full range of advanced coatings which provide significant advantages in terms of corrosion protection, waviness, and stamping.
|
Coating |
Type |
Composition |
Advantages |
Applications |
|
Extragal® |
Z |
Zn |
Corrosion protection |
Exposed and unexposed parts |
|
Ultragal® |
Z |
Zn |
Waviness guarantee |
Exposed parts |
|
Zagnelis® Protect |
ZM |
Zn + Al + Mg |
Very high corrosion protection Stamping |
Unexposed coated parts |
|
Zagnelis® Surface |
ZM |
Zn + Al + Mg |
Improved corrosion protection compared to GI coatings Stamping |
Exposed and unexposed parts |
|
Alusi |
AS |
Al + Si |
High temperature resistance Suitable for press hardened steels (PHS) |
Fuel tanks Exhaust lines |
|
Jetgal® |
Zn |
Zn |
Very homogenous coating (applied in vacuum) No hydrogen embrittlement |
AHSS and UHSS parts |
ArcelorMittal also offers industry standard coatings including:
|
Coating |
Type |
Composition |
Advantages |
Applications |
|
Electrogalvanised |
ZE |
Zn |
Corrosion protection |
Exposed and unexposed parts |
|
Galvannealed |
ZF |
Zn + Fe |
Easy to weld |
Exposed and unexposed parts |
|
Galfan |
ZA |
Zn + Al |
Ductility |
Oil pans and filters Window mechanisms |
The surface condition of automotive steels has a major impact on their further processing and in-use properties. Surface condition is particularly sensitive during forming and painting processes.
The surface quality of an automotive steel is characterized by its:
Surface topography describes the micro-geometry of the steel’s surface and indicates its level of flatness, roughness, and waviness. For some applications, such as bonnets and body panels, a very low level of waviness is required to provide a high-quality finish after painting. For other automotive applications, a rougher or wavy surface is ideal.
Flatness, roughness, and waviness can be measured using a roughness tester or high-tech laser scanners.
Lubrication protects the uncoated surface of automotive steel against oxidation during storage and handling. It is also used to reduce friction and seizing during processing and drawing operations.
As well as oil lubricants, ArcelorMittal offers a range of dry films (dry lubes) that can be applied to coated and uncoated steels. Dry lubes reduce friction significantly and eliminate the need for re-oiling. Because they are dry, the dry lubes also help to keep the shop floor clean.
ArcelorMittal provides a wide range of chemical treatments designed to improve the drawing performance of coated steels. Their use can reduce the reject or rework rate for drawn parts.
Chemical treatments are applied on a case-by-case basis. Contact us for more information.
This is your personal space on ArcelorMittal's global automotive website. You can keep your favorite ArcelorMittal automotive web pages and documents in a safe place
My space
If you want, you can tailor your web experience on this automotive website to your personal needs. By selecting your job profile and/or region (both optional) you enable us to personalize the content you see on this website.
No matter which job profile or region you select, you will always have unlimited access to all the information on this website. The only thing that changes is that you will be offered more tailored content. As well as your profile and region, we also use your browsing history on this website to remember your personal preferences and identify the most appropriate content for you.
We are confident that this will help you to find the inspiration you are looking for on the ArcelorMittal automotive website.






