Products
Product pages available in
EN - DE - FR - ES
Sustainability
News, events and stories
Ultragal®
Aplicaciones
Su capacidad para limitar la reproducción de la ondulación durante la deformación, además de las cualidades típicas del Extragal® (calidad de superficie, protección contra la corrosión), aconsejan el revestimiento Ultragal® en aplicaciones para piezas visibles en la industria del automóvil.
El procedimiento de producción del Ultragal® permite controlar la ondulación del producto antes de su conformado. Asimismo, en una configuración donde el proceso de pintura esté optimizado, el Ultragal® confiere a la pieza pintada un aspecto de pintura de muy alto nivel (incluso mejor que con el sustrato galvanizado estándar). Gracias a la limitación de la ondulación a valores mínimos, el producto Ultragal® también aporta una mayor reproducibilidad de la calidad de aspecto de la pintura. Está recomendado para piezas que requieran un nivel de aspecto premium o cuando se usa un sistema de proceso de pintura compacta.
Propiedades mecánicas
Aspecto de superficie
El Ultragal® no presenta cristales a simple vista y ofrece una calidad de superficie óptima antes y después de la pintura. El nivel que se puede conseguir en términos de aspecto pintado aumenta debido al control de los agentes que inducen un deterioro de la ondulación durante el conformado, en particular durante la estampación.
Se propone una garantía de la ondulación expresada en Wa 0,8 mm después de la estampación, como prueba de la calidad del producto. La garantía ofrecida sobre Ultragal® es Wa 0,8 ≤ 0,42 µm después de una estampación equiaxial del 3,5%. Este exigente criterio permite que Ultragal satisfaga otros tipos de especificaciones como Wa 0,8 ≤ 0,50 µm o Wsa ≤ 0.35 µm después de una estampación equiaxial del 5%.
Dureza
El revestimiento Ultragal® es un revestimiento relativamente dúctil y limita el riesgo de degradación del revestimiento en la prensa de estampación.
Morfología
-

Aspecto de superficie del revestimiento Ultragal® (microscopio electrónico de barrido)
-
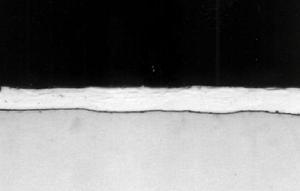
Aspecto del corte de revestimiento Ultragal®
Espesor del revestimiento
A falta de otras especificaciones, los espesores de revestimiento Ultragal® propuestos (por cara, medidos en 3 puntos) que se ofrecen en productos estándar son los siguientes:
| Normas más cercana |
Mínimo |
Mínimo |
Máximo |
||
|---|---|---|---|---|---|
| (g/m²) | µm | g/m² | µm | g/m² | |
| Z100 | 100 | 7,0 | 50 | 9,0 | 65 |
| Z140 | 140 | 10,0 | 70 | 12,0 | 85 |
No obstante pueden estudiarse otras posibilidades. Puede consultarnos para la realización de otros espesores de revestimiento.
Proceso de revestimiento
El revestimiento Ultragal® se obtiene mediante galvanizado en caliente (paso de la banda de acero por un baño de cinc líquido) sobre un substrato que se puede elegir entre la mayor parte de nuestros aceros laminados en frío. El procedimiento de fabricación del Ultragal® incluye adaptaciones en todas las etapas del proceso desde la acería hasta el skin-pass. Lleva aparejado una política rigurosa de control y de inspección. Estas medidas permiten obtener un revestimiento galvanizado excepcional con una superficie optimizada para que se puedan obtener aspectos pintados de muy alta calidad en las carrocerías de los automóviles.
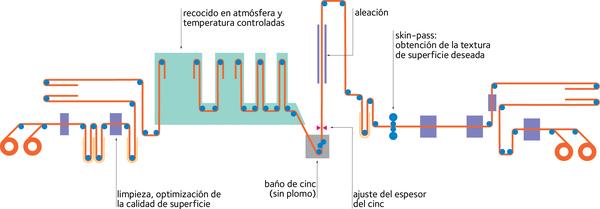
Esquema sinóptico típico de una línea de galvanizado
Recomendaciones
Corrosión
El revestimiento Ultragal® ofrece una excelente protección contra la corrosión, incluso en caso de sufrir daños (choque, rayado, impacto de gravilla) gracias al comportamiento electroquímico del binomio hierro/cinc (efecto de ánodo de sacrificio).
Estampación
El producto Ultragal® ofrece unas prestaciones en estampación equivalentes al acero galvanizado dos caras cinc puro Extragal®.
El Ultragal® posee un coeficiente de rozamiento del orden de 0,10 a 0,20 (con lubricación estándar) que le confiere una excelente aptitud para la estampación.
Evidentemente, las modalidades de lubricación (tipo de lubricante, cantidad) y la textura del producto tienen una importancia primordial en el contacto chapa-matriz y los revestimientos sólo se puede jerarquizar partiendo de condiciones idénticas. Además, la ductilidad del cinc puro limita los riesgos de pulverización en la prensa.
Para piezas complicadas, se recomienda el uso del tratamiento de superficie NIT.
Soldabilidad
El acero revestido Ultragal® ofrece un rango de soldabilidad adaptado a las exigencias industriales. El proceso de soldadura y, en particular, la vida útil de los electrodos (en general 400 puntos - sin cepillado de acuerdo con la norma ISO 18278-2 sobre substrato de 0,8 mm), se puede optimizar adaptando la composición, la geometría y la frecuencia de cepillado de los electrodos, así como los parámetros de soldadura (intensidad, tipo de corriente, ley de incremento de la corriente, presión de contacto, tiempo de ciclo).
ArcelorMittal pone a la disposición de sus clientes equipos especializados que pueden facilitar esta optimización.
Unión adhesiva
El revestimiento Ultragal® ofrece un buen comportamiento en pegado: buena adhesión sobre el revestimiento, buena adhesión del revestimiento al metal, cohesión del revestimiento.
La naturaleza del adhesivo, las condiciones de ensamblaje, y la naturaleza del aceite de protección o los posibles tratamientos químicos son los parámetros que más pueden influir sobre la calidad de la unión adhesiva.
Tratamiento de superficie
El Ultragal® puede ser fosfatado y pintado por el usuario con los procedimientos actuales (tri-catión, Zn, Ni, Mn). El desarrollo de procedimientos de tratamiento de superficie alternativos llamados « ecológicos » (en particular sin níquel) hace necesaria la validación previa de cualquier cambio en el proceso de tratamiento de superficie de la carrocería.
Recomendaciones
- Desengrasado alcalino para eliminar los residuos orgánicos y los posibles óxidos que puedan estar presentes en la superficie.
- Presencia en el baño de iones F- para neutralizar los iones Al3+ que podrían disminuir la actividad del baño.
ArcelorMital pone a disposición de sus clientes una asistencia especializada en este campo.
You may also be interested in
Multi Part Integration®
The power of less
Explore our best-in-class steel solutions for any vehicle, including body-in-white/MPI, chassis and battery pack.






Who we are
Your co-engineering partner Your global steel solution providerOur purpose: Smarter steels for people and planetInteractive mapInnovation
The future of steelGlobal R&DInnovation in practiceFast Lane: ArcelorMittal’s sampling and pre-serial production serviceCustomer statementsLatest customer casesS-in motion® solutions
3D car configuratorBattery electric vehicles Battery pack for BEVChassisFront chassis for EVsRear Chassis for BEVsPickup trucksMid-size Sedan and SUVC-segment vehicles Light commercial vehicles Commercial trucksFront seatsSustainability
Climate action progressXCarb™ - towards net zero steelSteel and the circular economy Smart carbon technologyClean power steelmakingCircular carbon steelmakingCapture and storage of fossil fuel carbonCommitment to ResponsibleSteel™ Life cycle assessmentRecycling advanced steelsOur automotive outcomesTailor your ArcelorMittal Automotive web experience
My ArcelorMittal Automotive space
This is your personal space on ArcelorMittal's global automotive website. You can keep your favorite ArcelorMittal automotive web pages and documents in a safe place
My spaceConfigure this website
If you want, you can tailor your web experience on this automotive website to your personal needs. By selecting your job profile and/or region (both optional) you enable us to personalize the content you see on this website.
No matter which job profile or region you select, you will always have unlimited access to all the information on this website. The only thing that changes is that you will be offered more tailored content. As well as your profile and region, we also use your browsing history on this website to remember your personal preferences and identify the most appropriate content for you.
We are confident that this will help you to find the inspiration you are looking for on the ArcelorMittal automotive website.