Products
Product pages available in
EN - DE - FR - ES
Sustainability
News, events and stories
Laser ablation
Safe laser welding of PHS steels
The press hardenable steels (PHS) used in today’s LWBs typically utilize an aluminum-silicon (AlSi) coating which protects the steel during hot stamping. The coating allows OEMs to use a simplified hot stamping process which eliminates scale and surface decarburization, without the need for protection gas.
The final laser welded blank (LWB) exhibits excellent corrosion protection properties.
What effect does aluminum have on LWBs?
If the AlSi coating is not removed prior to welding, the aluminum in the coating mixes into the molten steel during laser welding. Any aluminum in the weld will have a detrimental effect on the weld’s hardness and can result in fractures at very low strength. If the amount of aluminum exceeds the maximum for the steel combination used, the weld can become brittle.
Watch our short video to see how aluminum affects welds on LWBs…
Depending on the composition of the blank, brittle failure of the part can occur with an aluminum content as low as 0.3 percent
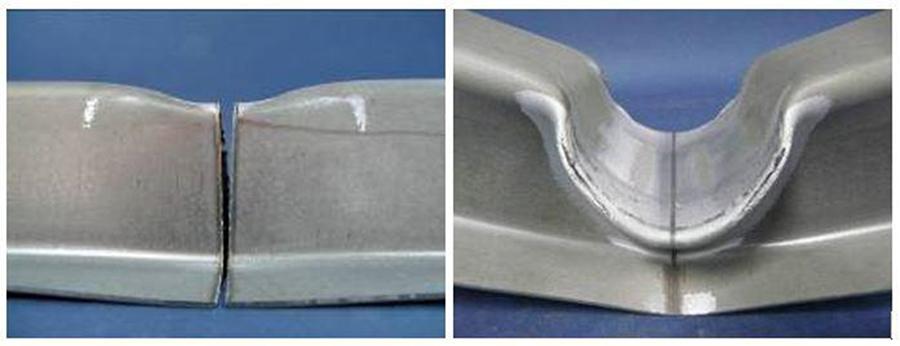
If the AlSi coating is not removed before welding, aluminum can pollute the weld and lead to part failure (left) in a crash
How can weld pollution be prevented?
Partial ablation is the process used by ArcelorMittal Tailored Blanks to reduce and control aluminum pollution. Developed by ArcelorMittal’s Global R&D team, the partial ablation process removes a very narrow strip of the AlSi coating on the top and bottom edges of the blank. This ensures that the level of aluminum in the weld remains below the threshold.
The partial ablation process is carried out as part of the laser welding process. The width of the strip removed can be measured and controlled. The inter-metallic layer remains in place to provide continuous corrosion protection for the underlying steel.
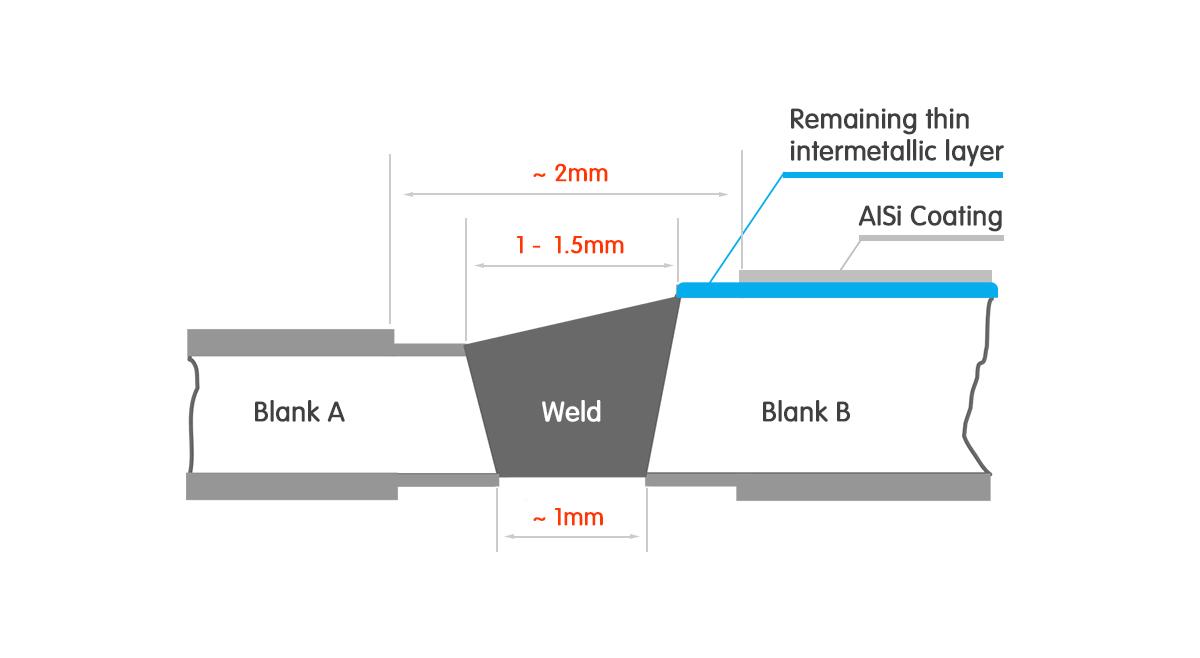
The weld seam of an LWB after partial ablation
See how ArcelorMittal’s partial ablation process works…
Alternative technologies less robust than partial ablation
While partial ablation is the most commonly used technology for LWBs made from PHS with an AlSi coating, an alternative solution is available.
The alternative to partial ablation adds significantly more filler material to the weld in an attempt to dilute the aluminum adequately. The filler material has a different chemical composition to the steel used in the blank. The alternative filler wire typically contains some amount of gammageneous elements, such as carbon, manganese and nickel, to counter the negative effects of aluminum.
The main issue with this process is that the level of aluminum dilution cannot be accurately measured or guaranteed. This has the following implications:
- Pockets of concentrated aluminum can remain in the weld after laser welding.
- There is no existing inline control system to check the level of aluminum content in the weld. This makes it difficult to guarantee that welds will not become brittle. Only destructive testing can prove if the filler wire has diluted the aluminum sufficiently.
Using the Charpy test to confirm the behavior of welds in a crash
When launching a new LWB combination, ArcelorMittal Tailored Blanks validates the robustness of its process using a quick testing procedure which confirms the dynamic behavior of the part. The new procedure uses a Charpy test to ensure that LWBs remain ductile after ablation. The test confirms that the partial ablation process has eliminated aluminum in the weld and that the LWB will fulfil its energy absorption role in the event of a crash. The test is cost-effective and much faster than other methods which require a crash test of a completed part.
Charpy test confirms the effectiveness of the partial ablation process
The Charpy test methodology developed by ArcelorMittal Tailored Blanks has confirmed that the dilution strategy is less robust than partial ablation. This is particularly important when it comes to predicting the dynamic behavior of an LWB in the event of a crash.
Using Charpy tests, ArcelorMittal Tailored Blanks has demonstrated that static tests do not accurately indicate the potential brittleness of a weld made using the dilution method.
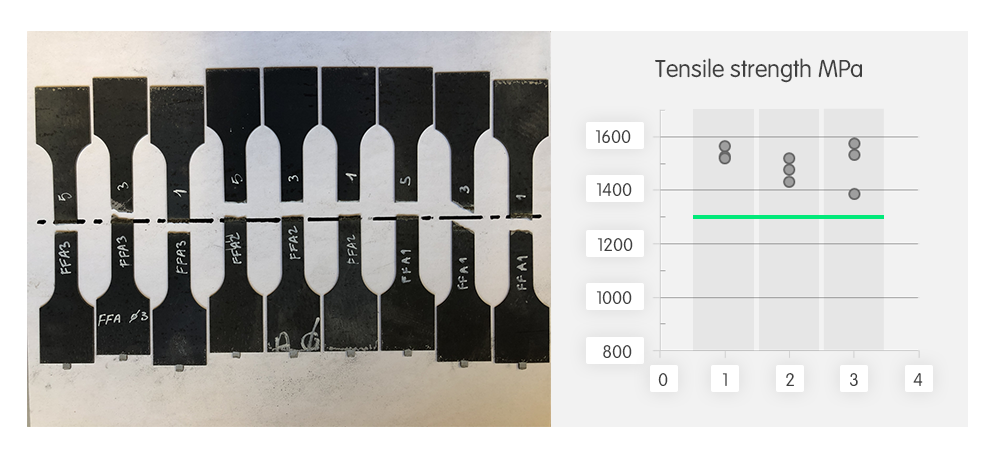
Tensile tests performed on PHS welds made using the high filler-wire dilution method.
The method utilizes gammagenous elements and omits the ablation step
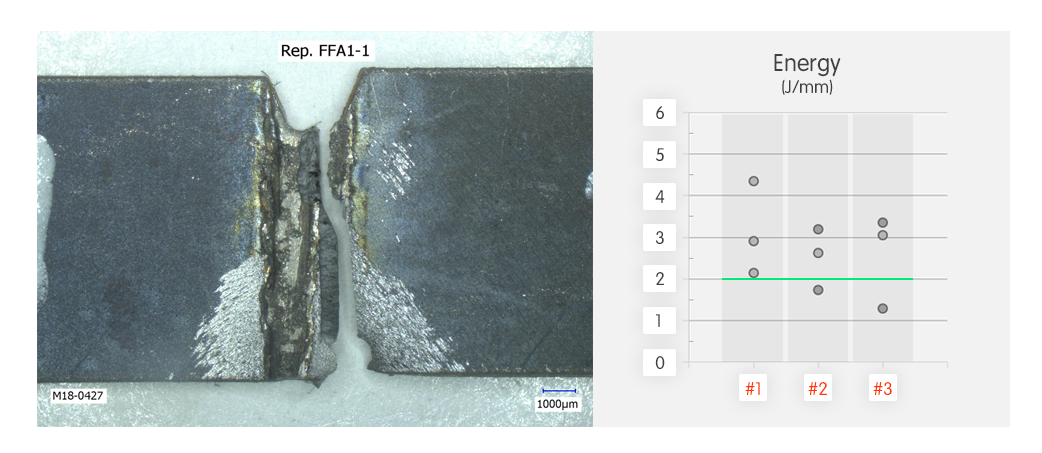
Charpy tests performed on welds made using the filler wire dilution method demonstrate that the welds do not absorb enough energy.
Brittleness in the assembly is a critical issue for safety parts.
You may also be interested in






Who we are
Your co-engineering partner Your global steel solution providerOur purpose: Smarter steels for people and planetInteractive mapInnovation
The future of steelGlobal R&DInnovation in practiceFast Lane: ArcelorMittal’s sampling and pre-serial production serviceCustomer statementsLatest customer casesS-in motion® solutions
3D car configuratorBattery electric vehicles Battery pack for BEVChassisFront chassis for EVsRear Chassis for BEVsPickup trucksMid-size Sedan and SUVC-segment vehicles Light commercial vehicles Commercial trucksFront seatsSustainability
Climate action progressXCarb™ - towards net zero steelSteel and the circular economy Smart carbon technologyClean power steelmakingCircular carbon steelmakingCapture and storage of fossil fuel carbonCommitment to ResponsibleSteel™ Life cycle assessmentRecycling advanced steelsOur automotive outcomesTailor your ArcelorMittal Automotive web experience
My ArcelorMittal Automotive space
This is your personal space on ArcelorMittal's global automotive website. You can keep your favorite ArcelorMittal automotive web pages and documents in a safe place
My spaceConfigure this website
If you want, you can tailor your web experience on this automotive website to your personal needs. By selecting your job profile and/or region (both optional) you enable us to personalize the content you see on this website.
No matter which job profile or region you select, you will always have unlimited access to all the information on this website. The only thing that changes is that you will be offered more tailored content. As well as your profile and region, we also use your browsing history on this website to remember your personal preferences and identify the most appropriate content for you.
We are confident that this will help you to find the inspiration you are looking for on the ArcelorMittal automotive website.