Products
Product pages available in
EN - DE - FR - ES
Sustainability
News, events and stories
Ultragal®
Applications
With its ability to limit repeated waviness during deformation, combined with the proven qualities of Extragal® (surface quality, corrosion protection), Ultragal® is a coating specifically recommended for visible part applications in the automotive sector.
With the Ultragal® production process, waviness in steel products can be controlled both before and after forming. In an optimized painting process configuration, Ultragal® lends the painted part very high-quality paint appearance (even better than a standard galvanized substrate). With waviness reduced to a very low value, Ultragal® also contributes to enhanced reproducibility of paint appearance quality. It is recommended for parts requiring a premium aspect level or when a compact paint process system is used.
Mechanical properties
Surface appearance
The crystal structure of Ultragal® is not visible to the naked eye and the product offers optimum surface quality before and after painting. Control of the operating drive factors amplifying waviness at the secondary processing stage, in particular during drawing, further enhances paint appearance.
We offer a waviness guarantee expressed as Wa 0.8 mm after drawing, which ensures product quality. Guarantee offered on Ultragal is Wa 0,8 ≤ 0.42 µm after equiaxial 3.5% stamping. This demanding criterion enables Ultragal to meet other types of specifications such as Wa 0,8 ≤ 0.50 µm or Wsa ≤ 0.35µm after equiaxial 5% stamping.
Hardness
Ultragal® coating is relatively ductile, which reduces the risk of coating damage in the drawing tool.
Morphology
-

Surface appearance of Ultragal® coating (scanning electron micrograph)
-
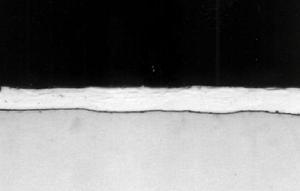
Cross-section of Ultragal® coating
Coating thickness
Unless otherwise specified, the standard coating thicknesses offered for Ultragal® (per side, measured at 3 points) are as follows:
| Similar standard | Minimum (2 sides) |
Minimum (per side) |
Maximum (per side) |
||
|---|---|---|---|---|---|
| (g/m²) | µm | g/m² | µm | g/m² | |
| Z100 | 100 | 7.0 | 50 | 9.0 | 65 |
| Z140 | 140 | 10.0 | 70 | 12.0 | 85 |
Other coating thicknesses may be considered. Please contact us for more information.
Coating process
Ultragal® coating is obtained by hot dip galvanizing (the steel sheet is fed through a bath of molten zinc) of a steel substrate which can be selected from most of our cold rolled steels.
The Ultragal® manufacturing process includes adjustments at all process stages, from steel mill to skin pass. It is subject to rigorous control and inspection. These measures produce an exceptional galvanized coating with surface optimized for top-quality paint appearance in automotive body parts.
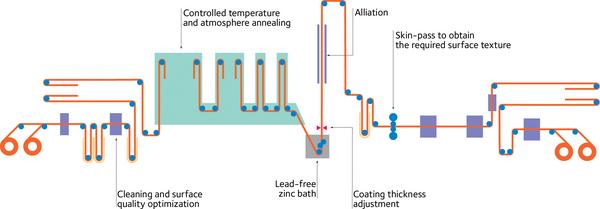
Typical layout of a galvanizing line
Recommendations
Corrosion
Ultragal® coating provides excellent corrosion protection, even in the event of damage (impact, scratches, stone chipping), due to the electro-chemical behaviour of the Fe-Zn galvanic couple, in which the zinc acts as a sacrificial anode.
Drawing
Ultragal® offers drawing quality equivalent to that of Extragal®, the galvanized steel product with pure zinc coating on both sides. Ultragal® has a friction coefficient of approximately 0.10 to 0.20 (depending on oiling), which lends it excellent drawability. The type and quantity of lubricant and the surface texture are obviously of prime importance during sheet-tool contact; any comparison of coatings must be carried out under identical conditions. Furthermore, the ductility of pure zinc limits the risk of powdering in the drawing tools.
For complicated parts, the use of NIT surface treatment is recommended.
Welding
Ultragal® coated products offer a welding range suited to industrial requirements. The welding process, and in particular electrode life (typically 400 spot welds without current adjustment per ISO standard 18278-2 on a 0.8 mm substrate), can be optimized by fine-tuning electrode composition, geometry and current adjustment frequency as well as welding parameters (current type and intensity, current incrementation, joining pressure, cycle time).
ArcelorMittal specialist teams are available to assist customers in optimizing the welding process.
Adhesive bonding
Ultragal® coating has good adhesive bonding behaviour, good adhesion to the coating, good adhesion of the coating to the metal and good cohesion of the coating.
The most significant parameters determining bond quality remain the type of adhesive, the joining conditions, the nature of the protective oil, and any chemical treatments that may have been performed.
Surface treatment
Ultragal® can be phosphated and painted at the user's premises using current trication processes (Zn, Ni, Mn). Alternative "environmentally-friendly" (particularly nickel-free) treatment processes being developed make prior validation necessary for any change in the bodywork surface treatment process.
Recommendations
- Alkaline degreasing is recommended to remove any organic residues and oxides present on the surface
- F- ions should be present in the bath to neutralize any Al3+ ions that may reduce its activity
ArcelorMittal can provide specialized technical assistance regarding these issues.
You may also be interested in






Who we are
Your co-engineering partner Your global steel solution providerOur purpose: Smarter steels for people and planetInteractive mapInnovation
The future of steelGlobal R&DInnovation in practiceFast Lane: ArcelorMittal’s sampling and pre-serial production serviceCustomer statementsLatest customer casesS-in motion® solutions
3D car configuratorBattery electric vehicles Battery pack for BEVChassisFront chassis for EVsRear Chassis for BEVsPickup trucksMid-size Sedan and SUVC-segment vehicles Light commercial vehicles Commercial trucksFront seatsSustainability
Climate action progressXCarb™ - towards net zero steelSteel and the circular economy Smart carbon technologyClean power steelmakingCircular carbon steelmakingCapture and storage of fossil fuel carbonCommitment to ResponsibleSteel™ Life cycle assessmentRecycling advanced steelsOur automotive outcomesTailor your ArcelorMittal Automotive web experience
My ArcelorMittal Automotive space
This is your personal space on ArcelorMittal's global automotive website. You can keep your favorite ArcelorMittal automotive web pages and documents in a safe place
My spaceConfigure this website
If you want, you can tailor your web experience on this automotive website to your personal needs. By selecting your job profile and/or region (both optional) you enable us to personalize the content you see on this website.
No matter which job profile or region you select, you will always have unlimited access to all the information on this website. The only thing that changes is that you will be offered more tailored content. As well as your profile and region, we also use your browsing history on this website to remember your personal preferences and identify the most appropriate content for you.
We are confident that this will help you to find the inspiration you are looking for on the ArcelorMittal automotive website.