Products
Product pages available in
EN - DE - FR - ES
Sustainability
News, events and stories
Steels for hot stamping - Usibor® and Ductibor®
Description
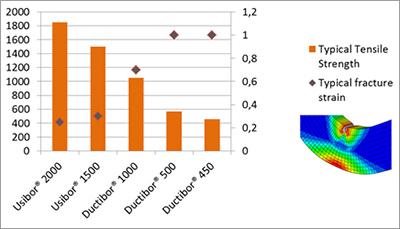
Usibor® and Ductibor® are hot-formed grades which are intended for use in automotive structural and safety components. Due to their high strength, Usibor® steels are particularly suitable for anti-intrusion parts for which an ultimate load before collapse is required. Thanks to their excellent ductility, the Ductibor® steels are particularly effective for the parts which need to absorb energy during an impact. The graph below illustrates the typical levels of tensile strength and breaking strain of Usibor® and Ductibor® steels.
Thermoboost® is a temporary coating that is applied to Aluminum- Silicon (AlSi) coated steels to increase the heating rate of ArcelorMittal’s family of press hardened steels. The black water- based coating is applied onto one side of the AlSi coated coil.
Thermoboost® is a proven technology that improves both product and process performance, more info available here:

The main advantages of Usibor® and Ductibor® steels are:
- Ability to obtain complex geometry due to the fact that forming has taken place in the austenitic condition in the direct stamping process or that the material exhibits good formability before heat treatment in the indirect stamping process. Very good hot formability enables steel formulations to be used which incorporate several functions elimination of reinforcing parts or assemblies).
- No springback
- Uniformity of mechanical properties obtained in parts
- Excellent fatigue strength and impact resistance enabling substantial weight reduction to be achieved
ArcelorMittal was the first steelmaker to offer a coated steel for hot forming: Usibor®-AS with an aluminium-silicon coating applied at quenching.
The additional benefits of Usibor®-AS and Ductibor-AS steels® are:
- Simplification of the process and economic savings (elimination of the shot-blasting step after forming (no formation of scale), no specific protective atmospheres required in the austenitising furnaces
- Excellent temporary corrosion resistance after stamping, parts not requiring oiling before assembly
- Absence of decarburisation
- Excellent resistance to perforation corrosion, current use in dry and wet areas (sills for example) of the vehicle
Usibor® 1500-GI Zn galvanised (for indirect stamping process only) and Usibor® 1500-GA ZnFe galvannealed (for direct and indirect processes) have now been added to the coating offer.
Two safety data sheets are available for each steel, one for the as-delivered product and one for the product after heat treatment. These steels require no special precautions.
Applications
Usibor® steels are particularly well suited for the entire range of structural parts which require anti-intrusion resistance in a crash.
The most common applications are:
- Front and rear bumper beams;
- Door reinforcements;
- Windscreen pillar reinforcements;
- B-pillar reinforcements;
- Floor and roof reinforcements;
- Roof and dash panel crossmembers.
-

B-pillar (thickness: 1.85 mm)
-

Bumper beam (thickness: 2.3 mm)
-

Door reinforcement (thickness: 1 mm)
-

Windscreen upright (thickness: 1.2 mm)
-

Usibor® 2000 / Ductibor® 1000 laser-welded blank stamping trials
Ductibor® steel grades may be offered with Usibor® in the form of laser-welded blanks enabling hot-stamped parts to be obtained with more ductile properties locally than Usibor® steels. This product meets the need to precisely control deformations of particular zones of the vehicle in a crash (B-pillar reinforcement for example), and to broaden the utilisation spectrum of hot-stamped steel parts for energy absorption (front or rear rail for example).
Potential applications for Usibor® - Ductibor® laser-welded blanks are:
- Front rail (front end, corner joint and underfloor extension);
- Rear rail;
- B-pillar reinforcement (upper section in Usibor®, lower section in Ductibor®).
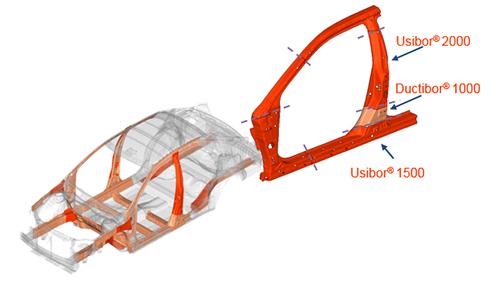
Example of potential applications of Usibor® - Ductibor® steels
ArcelorMittal has a complete set of data relating to the forming and the service properties of steels for hot forming. In order to incorporate these steels at the design stage, a team of experts is available to carry out specific studies based on modelling or laboratory tests.
Designation and standard


| Show all |
|
|---|---|
| ArcelorMittal name | VDA 239-500 |
| Ductibor® 450 | CR500T-LA-DS |
| Ductibor® 500 | CR600T-LA-DS |
| Ductibor® 1000 | CR1000T-MB-DS |
| Usibor® 1500 | CR1500T-MB-DS |
| Usibor® 2000 | CR1900T-MB-DS |
| CR1900T-MB-DS-UC | CR1900T-MB-DS-UC |
| Show all |
|
|---|---|
| ArcelorMittal name | VDA 239-500 |
| Usibor® 1500 | CR1500T-MB-DS |
Mechanical properties
Indicated mechanical properties after hot stamping (1) + paint baking (2)
| Show all |
|
|
|
|
|
|
|
|---|---|---|---|---|---|---|---|
| ArcelorMittal name | Direction | Yield stress Rp0.2 (MPa) (1)(2) | Tensile strength Rm (MPa) (1)(2) | Type 1 Min. A50mm (%) (3) | Type 2 Min. A80mm (%) (3) | Type 3 Min. A50mm (%) (3) | Bending angle at Fmax (1)(2)(4) |
| Ductibor® 450 | RD | ≥ 300 | ≥ 450 | 14 | 14 | 15 | ≥ 90 |
| Ductibor® 500 | RD | ≥ 330/350 (5) | ≥ 550 | 14 | 14 | 15 | ≥ 90 |
| Ductibor® 1000 | RD | ≥ 800 | ≥ 1000 | 6 | 6 | 6 | ≥ 75 |
| Usibor® 1500 | RD | ≥ 1050 | ≥ 1400 | 5 | 5 | 5 | ≥ 50 |
| Usibor® 2000 | RD | ≥ 1400 | ≥ 1800 | 5 | 5 | 5 | ≥ 40 |
| CR1900T-MB-DS-UC | RD | ≥ 1400 | ≥ 1800 | 5 | 5 | 5 | ≥ (6) |
| CR1500T-MB-DS-UC | RD | ≥ 1050 | ≥ 1400 | 5 | 5 | 5 | ≥ (6) |
| Show all |
|
|
|
|
|
|
|
|---|---|---|---|---|---|---|---|
| ArcelorMittal name | Direction | Yield stress Rp0.2 (MPa) (1)(2) | Tensile strength Rm (MPa) (1)(2) | Type 1 Min. A50mm (%) (3) | Type 2 Min. A80mm (%) (3) | Type 3 Min. A50mm (%) (3) | Bending angle at Fmax (1)(2)(4) |
These properties are only indicative because they depend on the process of the hot stamper.
A50mm %: Percentage elongation after fracture using a specimen with gauge length L0 = 50 mm (ISO 6892-1 type 1 (ASTM12.5x50) or type 3 (JIS25x50)
(1) 5 to 10 minutes in a furnace at 880°C to 930°C followed by a quenching in the stamping tools. The indicated properties are always reached in flat tools sufficiently cooled down (cooling speed > 50°C/s).
(2) Paint baking simulation: 170°C heat treatment for 20 minutes.
(3) Typical elongation to rupture : the bending angle is a more relevant parameter to describe the ductility of the material during the crash.
(4) Bending angle at Fmax measured following to the VDA238-100 at a reference thickness of 1.50 mm.
(5) Ductibor 500 YS > 330 MPa for thickness < 1.2 mm and YS > 350 MPa for thickness > 1.2 mm.
(6) Value depends on the heating condition (atmosphere, dwell time) and on sand
For further information, we invite you to download the files below, containing typical tensile curves and the associated laws of physics.
Chemical composition
| Show all |
|
|
|
|
|
|
|
|
|
|
|
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ArcelorMittal name | Max. C (%) | Max. Si (%) | Max. Mn (%) | Max. P (%) | Max. S (%) | Al (%) | Max. Ti (%) | Max. Nb (%) | Max. Cu (%) | Max. B (%) | Max. Cr (%) | Max. Mo (%) |
| Ductibor® 450 | 0.1 | 0.06 | 0.6 | 0.03 | 0.025 | 0.015 - 0.2 | 0.15 | 0.08 | 0.20 | 0.001 | ||
| Ductibor® 500 | 0.1 | 0.5 | 1.7 | 0.03 | 0.025 | 0.015 - 0.2 | 0.09 | 0.10 | 0.20 | 0.001 | 0.20 | |
| Ductibor® 1000 | 0.10 | 0.6 | 1.8 | 0.03 | 0.01 | 0.01 - 0.1 | 0.05 | 0.10 | 0.20 | 0.005 | 0.20 | |
| Usibor® 1500 | 0.25 | 0.4 | 1.4 | 0.03 | 0.01 | 0.01 - 0.1 | 0.05 | 0.01 | 0.20 | 0.005 | 0.35 | |
| Usibor® 2000 | 0.36 | 0.80 | 0.8 | 0.03 | 0.01 | 0.01 - 0.06 | 0.07 | 0.02- 0.07 | 0.20 | 0.005 | 0.50 | 0.50 |
| CR1900T-MB-DS-UC | 0.36 | 0.80 | 1.10 | 0.030 | 0.010 | 0.01 - 0.06 | 0.07 | 0.07 | 0.20 | 0.005 | 0.25 | 0.50 |
| CR1500T-MB-DS-UC | 0.25 | 0.40 | 1.40 | 0.030 | 0.010 | 0.01 - 0.1 | 0.05 | 0.01 | 0.20 | 0.005 | 0.35 |
| Show all |
|
|
|
|
|
|
|
|
|
|
|
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ArcelorMittal name | Max. C (%) | Max. Si (%) | Max. Mn (%) | Max. P (%) | Max. S (%) | Al (%) | Max. Ti (%) | Max. Nb (%) | Max. Cu (%) | Max. B (%) | Max. Cr (%) | Max. Mo (%) |
| Usibor® 1500 | 0.25 | 0.4 | 1.4 | 0.03 | 0.01 | 0.01 - 0.1 | 0.05 | 0.01 | 0.20 | 0.005 | 0.35 |
Global availability
Under development Customer trials Commercial unexposed only Commercial exposed and unexposed
| Show all |
|
|
|
|
|
|
|---|---|---|---|---|---|---|
| ArcelorMittal name | Generic name | Uncoated (-UNC) | Alusi® (-AS) | AS + Thermoboost® | Extragal® (-GI) | Galvannealed (-GA) |
| Ductibor® 450 | ||||||
| Ductibor® 500 | ||||||
| Ductibor® 1000 | ||||||
| Usibor® 1500 | ||||||
| Usibor® 2000 | ||||||
| CR1900T-MB-DS-UC | ||||||
| CR1500T-MB-DS-UC |
| Show all |
|
|
|
|
|
|---|---|---|---|---|---|
| ArcelorMittal name | Generic name | Uncoated (-UNC) | Alusi® (-AS) | AS + Thermoboost® | Galvannealed (-GA) |
| Ductibor® 450 | |||||
| Ductibor® 500 | |||||
| Ductibor® 1000 | |||||
| Usibor® 1500 | |||||
| Usibor® 2000 | |||||
| CR1900T-MB-DS-UC | |||||
| CR1500T-MB-DS-UC |
| Show all |
|
|
|
|
|
|
|---|---|---|---|---|---|---|
| ArcelorMittal name | Generic name | Uncoated (-UNC) | Alusi® (-AS) | AS + Thermoboost® | Extragal® (-GI) | Galvannealed (-GA) |
| Ductibor® 450 | ||||||
| Ductibor® 500 | ||||||
| Ductibor® 1000 | ||||||
| Usibor® 1500 | ||||||
| Usibor® 2000 | ||||||
| CR1900T-MB-DS-UC | ||||||
| CR1500T-MB-DS-UC |
| Show all |
|
|
|---|---|---|
| ArcelorMittal name | Generic name | Alusi® (-AS) |
| Ductibor® 450 | ||
| Ductibor® 500 | ||
| Ductibor® 1000 | ||
| Usibor® 1500 | ||
| Usibor® 2000 | ||
| CR1900T-MB-DS-UC | ||
| CR1500T-MB-DS-UC |
| Show all |
|
|
|---|---|---|
| ArcelorMittal name | Generic name | Uncoated (-UNC) |
| Ductibor® 450 | ||
| Ductibor® 500 | ||
| Ductibor® 1000 | ||
| Usibor® 1500 | ||
| Usibor® 2000 | ||
| CR1900T-MB-DS-UC | ||
| CR1500T-MB-DS-UC |
| Show all |
|
|
|
|
|---|---|---|---|---|
| ArcelorMittal name | Generic name | Uncoated (-UNC) | Alusi® (-AS) | Galvannealed (-GA) |
| Ductibor® 450 | ||||
| Ductibor® 500 | ||||
| Ductibor® 1000 | ||||
| Usibor® 1500 | ||||
| Usibor® 2000 | ||||
| CR1900T-MB-DS-UC | ||||
| CR1500T-MB-DS-UC |
Under development
Customer trials
Commercial unexposed only
Commercial exposed and unexposed
The microstructure of Usibor® 1500 before heat treatment exhibits a ferrito-pearlitic matrix.
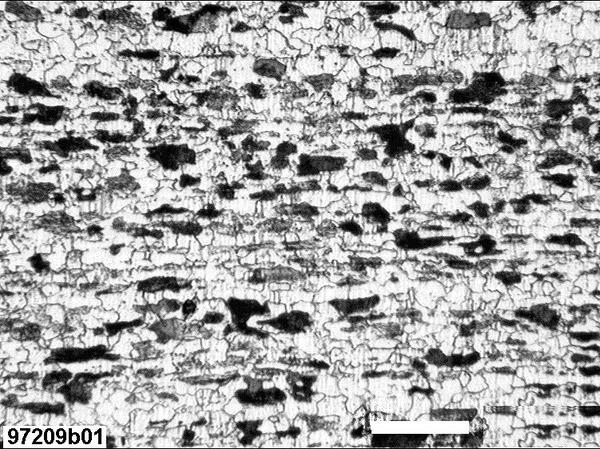
Usibor® 1500 microstructure before hot-stamping heat treatment (delivery condition)
The Usibor® 1500 Alusi® coating in the delivery condition is split into one ternary layer of alloy at the steel-coating interface and an overlay of binary aluminium-silicon alloy.
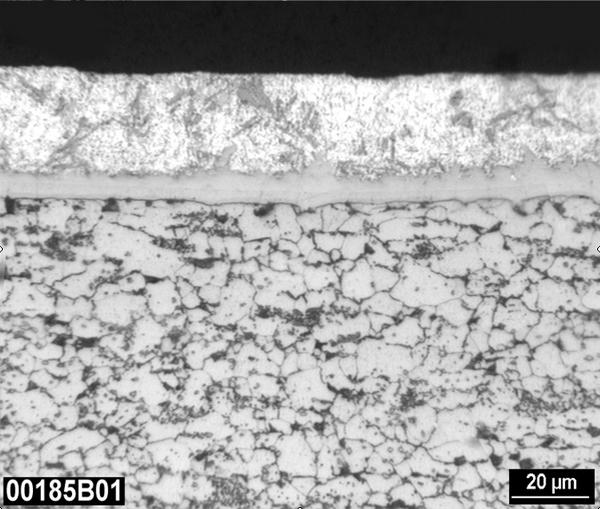
Section of Usibor® 1500 coating prior to hot stamping
Following heat treatment and quenching, the microstructure is 100% martensitic.
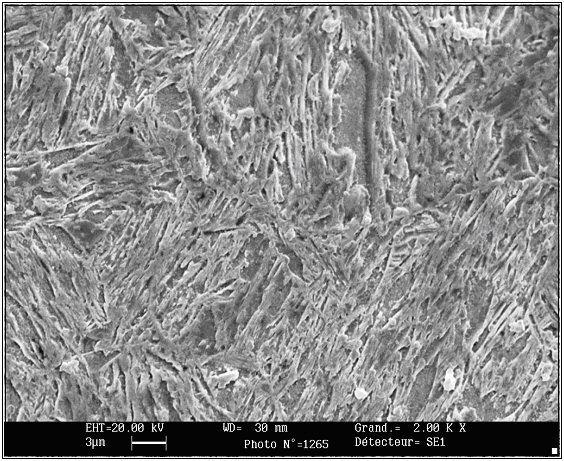
Usibor® 1500 martensitic microstructure following hot-stamping heat treatment (example: 5-minute austenitisation at 900°C, followed by water quenching or die quenching). Scanning electron micrograph
The Usibor® 1500 Al-Si coating is transformed in the furnace (interdiffusion and solidification reactions), forming different intermetal Al-Fe-Si alloy protective layers providing perfect adhesion.
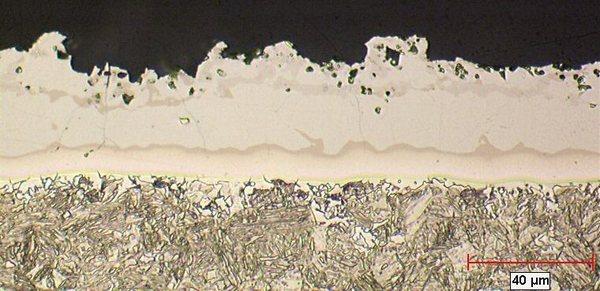
Appearance of the coating after hot stamping (optical microscopy)
Heat treatment
Usibor® Alusi® and Usibor®-GA were specially developed for a direct hot-stamping process consisting of austenitisation of blanks in the heat treatment furnace, hot stamping these hot blanks in a press and martensitic quenching in the water-cooled stamping tool. All strain during forming occurs at high temperature. We advise against cold pre-forming prior to austenitisation of Usibor® Alusi® and Ductibor® Alusi®. Usibor® 1500-GI is not compatible with the direct hot-forming process. Hot-stamped Usibor® Alusi® and Ductibor® Alusi® parts have no micro-cracks inside the steel substrate.
Thermoboost® is a temporary coating that is applied to Aluminum- Silicon (AlSi) coated steels to increase the heating rate of ArcelorMittal’s family of press hardened steels. The black water- based coating is applied onto one side of the AlSi coated coil.
Thermoboost® is a proven technology that improves both product and process performance, more info available here:
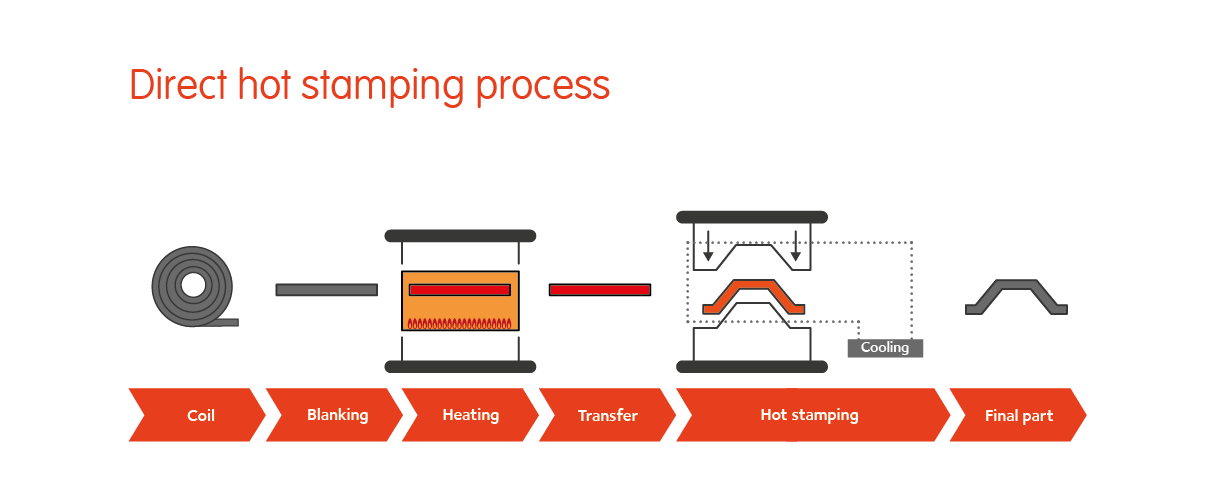
Direct hot-stamping process for Usibor® Alusi® and Ductibor® Alusi®
Please contact us for data and advice on hot-stamping Usibor® and Ductibor® steels.
Usibor® 1500-GI, Usibor® 1500-GA and 22MnB5 have a good cold formability, they can be used with an indirect process.
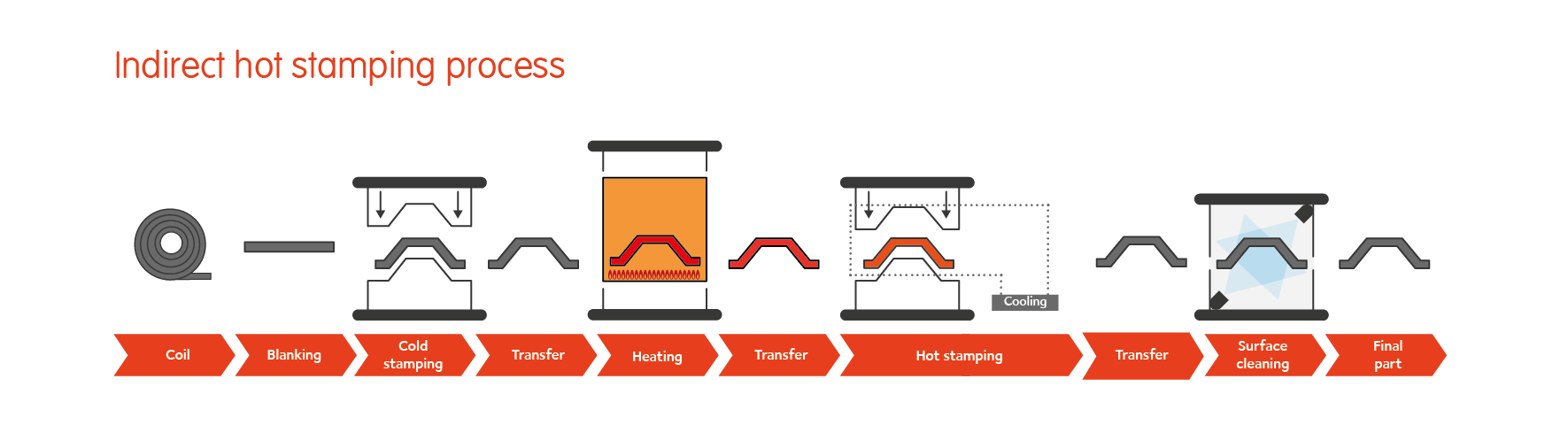
Indirect hot-stamping process for Usibor®-GI steels
Surface treatment
After hot stamping and quenching, Usibor® Alusi® and Ductibor® Alusi® components can be painted directly without a cleaning operation such as shot blasting. The high surface roughness of the part provides excellent adhesion with cataphoresis even without phosphate primer. The composition of phosphating baths need not be modified and no pollution is observed.
Parts in Usibor® 1500-GI must be cleaned (shot blasting for example) to ensure good paint adhesion and a good weldability.
Parts in 22MnB5 are systematically shot blasted in order to remove surface scale and thus ensure good paintability.
Welding
Usibor® and Ductibor® steels have good spot weldability for both similar and dissimilar welds at both 50 and 1000 Hz.
The product has a wide welding range and the mechanical (tensile, shear) strength of the joints complies with automotive manufacturers' requirements and standards. Thanks to the nature of the alloy layer obtained after hot stamping, welding electrode life is considered exceptional (several thousand spots without deterioration) compared to that of conventional metal coatings. MAG, MIG and conventional metal welding techniques, including brazing, can readily be applied.
Based on long shop-floor experience in the characterisation of its products for purposes of resistance spot welding and arc welding, ArcelorMittal can provide technical support for welding parameter adjustment.
-
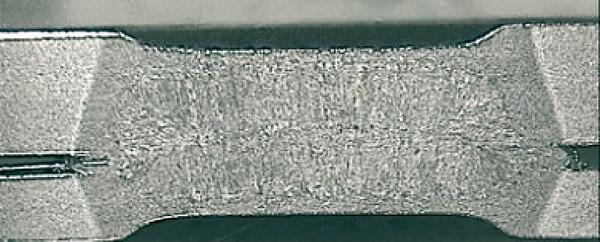
Usibor® + Usibor® similar metal spot welding
-
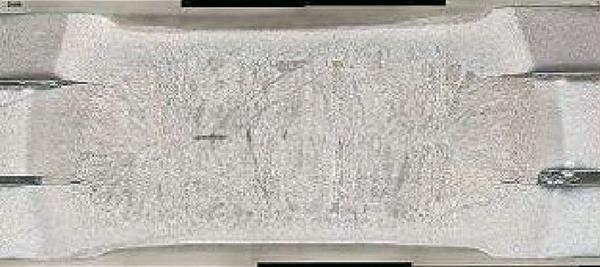
Triple thickness dissimilar metal spot weld with multiphase steel
-
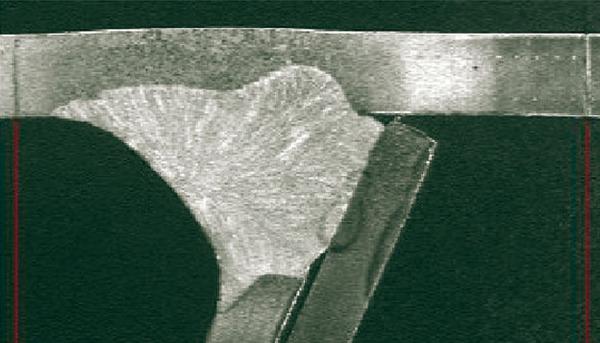
MAG weld
Fatigue strength
Fatigue strength can be expressed as an endurance limit (maximum stress).
Usibor® 1500 Alusi® and Ductibor® 500 Alusi® offer excellent fatigue properties (superior to those obtained in uncoated steels for hot stamping with decarburised surfaces).
The table below shows 2 million cycle endurance limits, expressed in MPa, in a uniaxial tension-compression test for R = 0.1 and R = -1.
| Brand name | σD A 2.106 cycles (MPa) R=-1 |
σD A 2.106 cycles (MPa) R=0.1 |
|---|---|---|
| Usibor® 1500 | 475 | 727 |
| Ductibor® 1000-AS | 356 | 621 |
Impact resistance
Usibor® and Ductibor® steels are used for safety parts. A great deal of data is available to demonstrate their exceptional crash resistance.
Due to their high yield strength, Usibor® steels are particularly suitable for anti-intrusion parts for which an ultimate load before collapse is sought. The example below illustrates the potential for weight reduction afforded by Usibor® steels compared to other more conventional steels in a "dynamic three-point bend test" at 30 km/h for 10 kJ of energy.
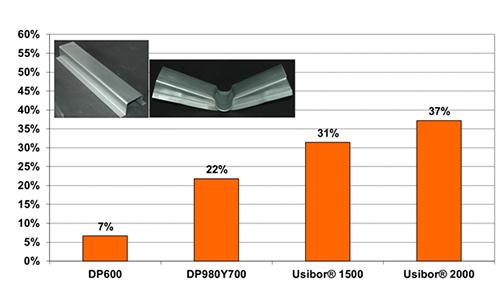
Weight-saving potential of Usibor® steel compared to that of an CR340LA steel (reference)
Based on their high breaking load and excellent ductility, the Ductibor® steels are particularly effective for the parts required to absorb energy during an impact.
Ductibor® steels have been characterised in dynamic axial compression tests using a top-hat structure with a spot-welded closure plate at an impact velocity of 56 km/h. These tests have demonstrated very good impact behaviour for these steels. The following graph shows for information only, the minimum weight-saving potential of these steels compared to that of an CR340LA steel. Ductibor® 1000 exhibits exemplary crash ductility for a steel of Rm>1000 MPa.
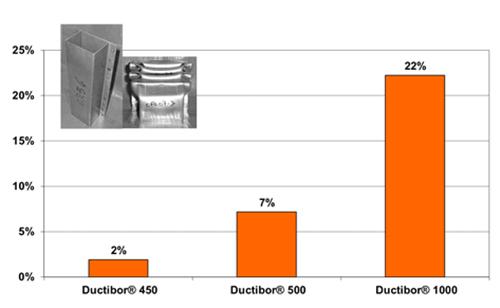
Weight-saving potential of Ductibor® steels compared to that of an CR340LA steel (reference)





