Products
Product pages available in
EN - DE - FR - ES
Sustainability
News, events and stories
Aciers pour emboutissage à chaud - Usibor® et Ductibor®
Présentation
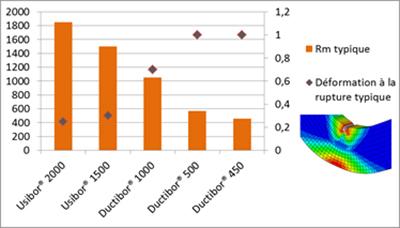
Les aciers Usibor® et Ductibor® sont des nuances mises en forme à chaud et destinées aux pièces de structures et de sécurité pour l'automobile. De par leur résistance très élevée, les aciers Usibor® sont particulièrement adaptés pour les pièces anti-intrusion pour lesquelles un effort ultime d'effondrement élevé est recherché. Grâce à leur très bonne ductilité, les aciers Ductibor® sont particulièrement performants pour des pièces devant absorber de l'énergie lors d'un choc. Le graphe ci-dessous illustre les niveaux typiques de résistance à la traction et de déformation à la rupture des aciers Usibor® et Ductibor®.

Les avantages principaux des aciers Usibor® et Ductibor® sont :
- Possibilité d'obtenir des géométries complexes du fait que la mise en forme est réalisée à l'état austénitique dans le cas du procédé d'emboutissage direct ou que la matière présente une bonne formabilité avant traitement thermique dans le cas du procédé d'emboutissage indirect. La très bonne formabilté à chaud permet de proposer des solution acier qui intègrent plusieurs fonctions (suppression de renforts et d'assemblages)
- Absence de retour élastique
- Homogénéité des caractéristiques mécaniques obtenues sur pièce
- Résistance exceptionnelle à la fatigue et aux chocs permettant d'atteindre des allègements élevés
ArcelorMittal a été le premier sidérurgiste à proposer un acier revêtu pour emboutissage à chaud, l'Usibor®-AS, avec un revêtement à base d'aluminium et de silicium appliqué au trempé.
Les avantages supplémentaires de l'Usibor®-AS et du Ductibor®-AS sont :
- Simplification du process et gains économiques : suppression de l'étape de grenaillage après mise en forme (pas de formation de calamine), pas d'atmosphères de protection spécifiques dans les fours d'austénitisation)
- Excellente résistance à la corrosion temporaire après emboutissage ne nécessitant pas de huilage des pièces avant assemblage
- Absence de décarburation
- Excellente résistance à la corrosion perforante, utilisation actuelle en zones sèches et humides (bavolets par exemple) du véhicule
L'Usibor® 1500-GI galvanisé Zn (pour process d'emboutissage indirect uniquement) et l'Usibor®-GA galvannealed ZnFe (pour process direct ou indirect) viennent maintenant compléter l'offre revêtement.
Deux fiches de données de sécurité sont disponibles, une pour le produit à la livraison (avant traitement thermique) et l'autre pour le produit après le traitement thermique. Il n'y a pas de précautions particulières propres à ces aciers.
Applications
Les aciers Usibor® sont particulièrement adaptés pour toutes les pièces automobiles de structure nécessitant une très bonne résistance en anti-intrusion lors d'un crash.
Les applications les plus courantes sont :
- Poutres de pare-chocs avant/arrière
- Renforts de portière
- Renfort de montant de baie
- Renfort de pied milieu
- Renforts de plancher
- Renfort de tunnel
- Traverse de tablier
- Traverses de pavillon
-

Pied milieu (ép. : 1,85 mm)
-

Poutre de pare-choc (ép. : 2,3 mm)
-

Renfort de porte (ép. : 1 mm)
-

Montant de baie (ép. : 1,2 mm)
-

Essais d'emboutissase d'un flan soudé laser Usibor® 2000 / Ductibor® 1000
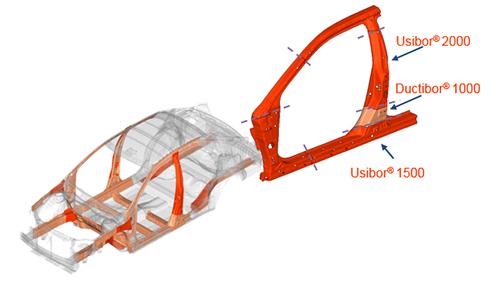
Les acier Ductibor® peuvent être proposés en association avec l'Usibor® sous forme de flans soudés laser (Laser Welded Blanks - LWB) permettant d'obtenir des pièces embouties à chaud présentant des caractéristiques localement plus ductiles que l'Usibor®. Cette solution répond aux besoins de contrôler très précisément les déformations de zones particulières du véhicule lors du crash (exemple d'un renfort pied milieu), et d'élargir le spectre d'utilisation d'aciers emboutis à chaud aux pièces d'absorption d'énergie (exemple d'un longeron).
Les applications potentielles des flans soudés laser Usibor® 1500 - Ductibor® 500 sont:
- Longeron avant (partie avant, coude et extension sous plancher)
- Longeron arrière
- Renfort pied milieu (partie haute en Usibor® 1500, partie basse en Ductibor® 500)
Exemple d'applications potentielles de flans soudés laser Usibor® - Ductibor®
ArcelorMittal dispose d'un ensemble de données relatives à la mise en forme et aux propriétés d'emploi des aciers pour formage à chaud. Pour intégrer ces aciers dès la conception, une équipe d'experts est en mesure de réaliser des études spécifiques soit à partir de modélisation, soit à partir d'essais de caractérisation.
Designation et norme


| Afficher tout |
|
|---|---|
| Dénomination ArcelorMittal | VDA 239-500 |
| Ductibor® 450 | CR500T-LA-DS |
| Ductibor® 500 | CR600T-LA-DS |
| Ductibor® 1000 | CR1000T-MB-DS |
| Usibor® 1500 | CR1500T-MB-DS |
| Usibor® 2000 | CR1900T-MB-DS |
| CR1900T-MB-DS-UC | CR1900T-MB-DS-UC |
| Afficher tout |
|
|---|---|
| Dénomination ArcelorMittal | VDA 239-500 |
| Usibor® 1500 | CR1500T-MB-DS |
Caractéristiques mécaniques
Propriétés mécaniques indicatives après emboutissage à chaud (1) + recuit peinture (2)
| Afficher tout |
|
|
|
|
|
|
|
|---|---|---|---|---|---|---|---|
| Dénomination ArcelorMittal | Direction | Résistance de limite élastique Rp0,2 (MPa) (1)(2) | Résistance à la rupture Rm (MPa) (1)(2) | Type 1 Min. A50mm (%) (3) | Type 2 Min. A80mm (%) (3) | Type 3 Min. A50mm (%) (3) | Angle de pliage à Fmax (1)(2)(4) |
| Ductibor® 450 | RD | ≥ 300 | ≥ 450 | 14 | 14 | 15 | ≥ 90 |
| Ductibor® 500 | RD | ≥ 330/350 (5) | ≥ 550 | 14 | 14 | 15 | ≥ 90 |
| Ductibor® 1000 | RD | ≥ 800 | ≥ 1000 | 6 | 6 | 6 | ≥ 75 |
| Usibor® 1500 | RD | ≥ 1050 | ≥ 1400 | 5 | 5 | 5 | ≥ 50 |
| Usibor® 2000 | RD | ≥ 1400 | ≥ 1800 | 5 | 5 | 5 | ≥ 40 |
| CR1900T-MB-DS-UC | RD | ≥ 1400 | ≥ 1800 | 5 | 5 | 5 | ≥ (6) |
| CR1500T-MB-DS-UC | RD | ≥ 1050 | ≥ 1400 | 5 | 5 | 5 | ≥ (6) |
| Afficher tout |
|
|
|
|
|
|
|
|---|---|---|---|---|---|---|---|
| Dénomination ArcelorMittal | Direction | Résistance de limite élastique Rp0,2 (MPa) (1)(2) | Résistance à la rupture Rm (MPa) (1)(2) | Type 1 Min. A50mm (%) (3) | Type 2 Min. A80mm (%) (3) | Type 3 Min. A50mm (%) (3) | Angle de pliage à Fmax (1)(2)(4) |
Ces propriétés sont seulement indicatives car elles dépendent directement du process de l’emboutisseur à chaud.
A50mm % : Allongement à rupture (en %) après fracture sur base d’un échantillon de longueur utile L0 = 50 mm (ISO 6892-1 type 1 (ASTM12.5x50) or type 3 (JIS25x50))
(1) Traitement thermique du type 880°C-930°C pendant 5 à 10 minutes suivi d’une trempe entre les outils d’emboutissage. Les valeurs indiquées sont toujours atteintes avec des outils plats suffisamment refroidis (vitesse de refroidissement > 50°C/s).
(2) Simulation de la cuisson peinture : traitement thermique de 170°C pendant 20 minutes.
(3) Les allongements à rupture A% mesurées sur éprouvettes (ISO20x80) sont données à titre indicatif, l'angle de pliage est un critère plus pertinent pour évaluer la ductilité du materiau lors d'un crash.
(4) Angle de pliage à Fmax mesuré selon le standard VDA238-100 sur une éprouvette de 1,5 mm.
(5) Ductibor 500: YS > 330 MPa pour une épaisseur < 1.2 mm et YS > 350 MPa pour une épaiseur > 1.2 mm.
(6) la valeur dépend des conditions de chauffage (atmosphère, temps de séjour) et du sablage.
Pour plus d'informations, nous vous invitons à télécharger les fiches portant sur les courbes de traction typiques et les lois physiques associées.
Composition chimique
| Afficher tout |
|
|
|
|
|
|
|
|
|
|
|
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Dénomination ArcelorMittal | Max. C (%) | Max. Si (%) | Max. Mn (%) | Max. P (%) | Max. S (%) | Al (%) | Max. Ti (%) | Max. Nb (%) | Max. Cu (%) | Max. B (%) | Max. Cr (%) | Max. Mo (%) |
| Ductibor® 450 | 0,1 | 0,06 | 0,6 | 0,03 | 0,025 | 0,015 - 0,2 | 0,15 | 0,08 | 0,20 | 0,001 | ||
| Ductibor® 500 | 0,1 | 0,5 | 1,7 | 0,03 | 0,025 | 0,015 - 0,2 | 0,09 | 0,10 | 0,20 | 0,001 | 0,20 | |
| Ductibor® 1000 | 0,10 | 0,6 | 1,8 | 0,03 | 0,01 | 0,01 - 0,1 | 0,05 | 0,10 | 0,20 | 0,005 | 0,20 | |
| Usibor® 1500 | 0,25 | 0,4 | 1,4 | 0,03 | 0,01 | 0,01 - 0,1 | 0,05 | 0,01 | 0,20 | 0,005 | 0,35 | |
| Usibor® 2000 | 0,36 | 0,80 | 0,8 | 0,03 | 0,01 | 0,01 - 0,06 | 0,07 | 0,02- 0.07 | 0,20 | 0,005 | 0,50 | 0,50 |
| CR1900T-MB-DS-UC | 0,36 | 0,80 | 1,10 | 0,030 | 0,010 | 0,01 - 0,06 | 0,07 | 0,07 | 0,20 | 0,005 | 0,25 | 0,50 |
| CR1500T-MB-DS-UC | 0,25 | 0,40 | 1,40 | 0,030 | 0,010 | 0,01 - 0,1 | 0,05 | 0,01 | 0,20 | 0,005 | 0,35 |
| Afficher tout |
|
|
|
|
|
|
|
|
|
|
|
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Dénomination ArcelorMittal | Max. C (%) | Max. Si (%) | Max. Mn (%) | Max. P (%) | Max. S (%) | Al (%) | Max. Ti (%) | Max. Nb (%) | Max. Cu (%) | Max. B (%) | Max. Cr (%) | Max. Mo (%) |
| Usibor® 1500 | 0,25 | 0,4 | 1,4 | 0,03 | 0,01 | 0,01 - 0,1 | 0,05 | 0,01 | 0,20 | 0,005 | 0,35 |
Disponibilité globale
En développement En essais clientèle Commercial en aspect non-visible Commercial pour pièce d'aspect non visible et visible (Z)
| Afficher tout |
|
|
|
|
|
|
|---|---|---|---|---|---|---|
| Dénomination ArcelorMittal | Nom générique | Nu (-UNC) | Alusi® (-AS) | Thermoboost® (+AS) | Extragal® (-GI) | Galvannealed (-GA) |
| Ductibor® 450 | ||||||
| Ductibor® 500 | ||||||
| Ductibor® 1000 | ||||||
| Usibor® 1500 | ||||||
| Usibor® 2000 | ||||||
| CR1900T-MB-DS-UC | ||||||
| CR1500T-MB-DS-UC |
| Afficher tout |
|
|
|
|
|
|---|---|---|---|---|---|
| Dénomination ArcelorMittal | Nom générique | Nu (-UNC) | Alusi® (-AS) | Thermoboost® (+AS) | Galvannealed (-GA) |
| Ductibor® 450 | |||||
| Ductibor® 500 | |||||
| Ductibor® 1000 | |||||
| Usibor® 1500 | |||||
| Usibor® 2000 | |||||
| CR1900T-MB-DS-UC | |||||
| CR1500T-MB-DS-UC |
| Afficher tout |
|
|
|
|
|
|
|---|---|---|---|---|---|---|
| Dénomination ArcelorMittal | Nom générique | Nu (-UNC) | Alusi® (-AS) | Thermoboost® (+AS) | Extragal® (-GI) | Galvannealed (-GA) |
| Ductibor® 450 | ||||||
| Ductibor® 500 | ||||||
| Ductibor® 1000 | ||||||
| Usibor® 1500 | ||||||
| Usibor® 2000 | ||||||
| CR1900T-MB-DS-UC | ||||||
| CR1500T-MB-DS-UC |
| Afficher tout |
|
|
|---|---|---|
| Dénomination ArcelorMittal | Nom générique | Alusi® (-AS) |
| Ductibor® 450 | ||
| Ductibor® 500 | ||
| Ductibor® 1000 | ||
| Usibor® 1500 | ||
| Usibor® 2000 | ||
| CR1900T-MB-DS-UC | ||
| CR1500T-MB-DS-UC |
| Afficher tout |
|
|
|---|---|---|
| Dénomination ArcelorMittal | Nom générique | Nu (-UNC) |
| Ductibor® 450 | ||
| Ductibor® 500 | ||
| Ductibor® 1000 | ||
| Usibor® 1500 | ||
| Usibor® 2000 | ||
| CR1900T-MB-DS-UC | ||
| CR1500T-MB-DS-UC |
| Afficher tout |
|
|
|
|
|---|---|---|---|---|
| Dénomination ArcelorMittal | Nom générique | Nu (-UNC) | Alusi® (-AS) | Galvannealed (-GA) |
| Ductibor® 450 | ||||
| Ductibor® 500 | ||||
| Ductibor® 1000 | ||||
| Usibor® 1500 | ||||
| Usibor® 2000 | ||||
| CR1900T-MB-DS-UC | ||||
| CR1500T-MB-DS-UC |
En développement
En essais clientèle
Commercial en aspect non-visible
Commercial pour pièce d'aspect non visible et visible (Z)
Avant traitement thermique, la microstructure de l'Usibor® 1500 montre une matrice ferrito-perlitique.
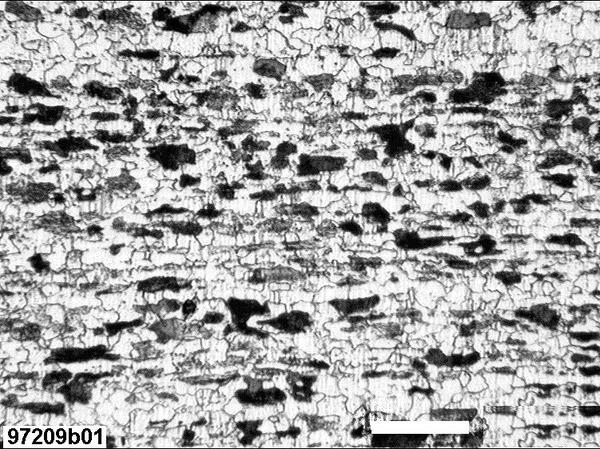
Microstructure de l'Usibor® 1500 avant traitement thermique d'emboutissage à chaud (état à la livraison)
Le revêtement à l'état de livaison de l'Usibor® 1500-AS se répartit en une couche d'alliage ternaire à l'interface acier-revêtement et une couche d'aluminium silicium libre.
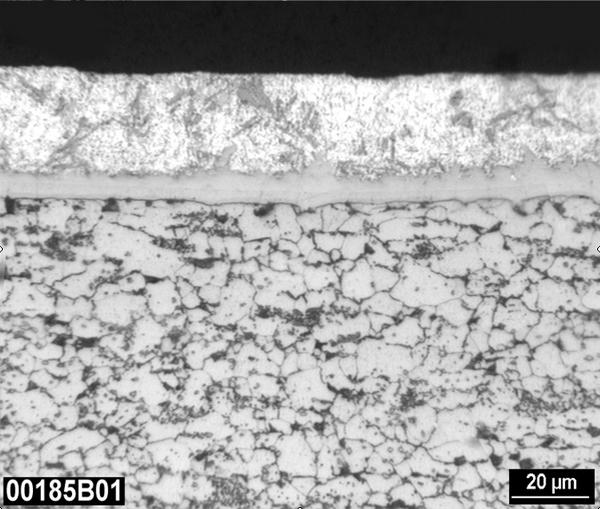
Coupe revêtement avant emboutissage à chaud de l'Usibor® 1500-AS
Après traitement thermique et trempe, la microstructure est 100% martensitique.
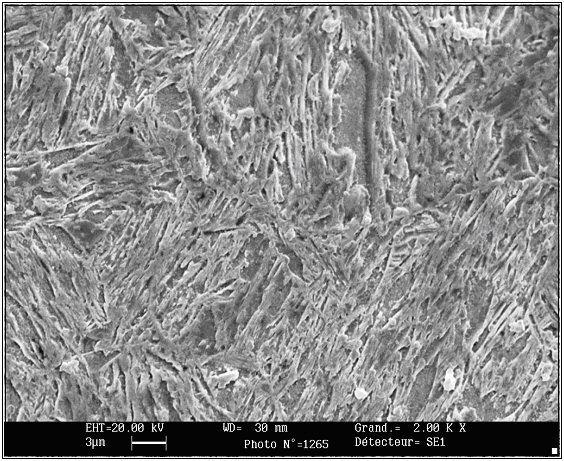
Microstructure martensitique de l'Usibor® 1500 après traitement thermique d'emboutissage à chaud (exemple : austénitisation à 900°C pendant 5 minutes suivie d'une trempe à l'eau ou entre outils d'emboutissage). Microscopie électronique à balayage.
Le revêtement AlSi de l'Usibor® 1500-AS s’est transformé dans le four (réactions d’interdiffusion et de solidification), formant différentes couches d’intermétalliques AlSiFe protectrices et parfaitement adhérentes.
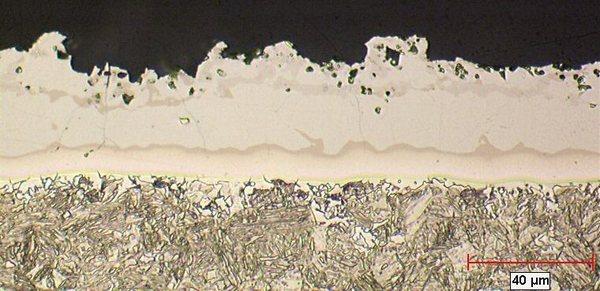
Aspect du revêtement après emboutissage à chaud (microscopie optique)
Traitement thermique
Les Usibor® -AS et Ductibor® -AS ont été développés pour ëtre compatibles avec un procédé d'emboutissage à chaud direct : austénitisation des flans dans des fours, emboutissage et trempe de ces flans dans des outils refroidis. Toutes les déformations se font « à chaud ». Les pré-déformations à froid des Usibor®-AS et Ductibor® -AS avant le traitement thermique d'austénitisation sont déconseillées. L'Usibor® 1500-GI n'est pas compatible avec le procédé d'emboutissage à chaud direct. Les pièces embouties à chaud en Usibor®-AS et Ductibor® -AS ne présentent aucune micro-fissure dans le substrat.
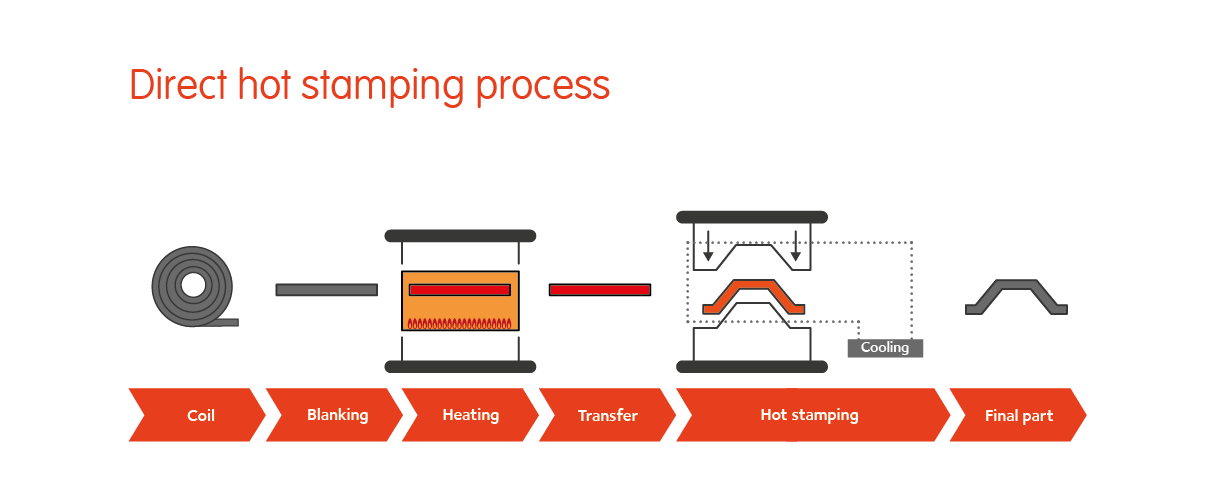
Procédé d'emboutissage à chaud direct pour l'Usibor® 1500-AlSi, Usibor® 1500-GA et 22MnB5
Nous consulter pour toutes données et conseils relatifs à l'emboutissage à chaud des nuances Usibor® et Ductibor®.
Les qualités Usibor® 1500-GI, Usibor® 1500-GA et 22MnB5 présentent une bonne aptitude à la mise en forme à froid, elle peuvent être utilisées avec un procédé indirect.

Procédé d'emboutissage à chaud indirect pour les aciers Usibor®-GI
Traitement de surface
Après emboutissage à chaud et trempe, la surface des pièces en Usibor® 1500-AS est prête à être peinte directement, sans opération de nettoyage du type grenaillage. La rugosité de surface élevée sur pièce permet une excellente adhérence de la cataphorèse même sans accroche de la phosphatation. La composition des bains de phosphatation n'a pas à être modifiée et aucune pollution n'est constatée.
Les pièces en Usibor® 1500-GI doivent être nettoyées (par grenaillage par exemple) afin de garantir une bonne adhérence de la peinture et une bonne soudabilité.
Les pièces en 22MnB5 sont sytématiquement grenaillées afin d'enlever la calamine en surface, pour garantir ensuite une bonne aptitude à la peinture.
Soudabilité
Les acier Usibor® et Ductibor® présentent une bonne soudabilité par points, aussi bien pour des assemblages homogènes qu'hétérogènes, tant à 50 Hz qu'à 1000 Hz.
Les domaines de soudabilité sont larges et les tenues mécaniques des assemblages (traction, cisaillement) sont conformes aux exigences des constructeurs automobiles et aux normes. Grâce à la nature de la couche alliée obtenue après emboutissage à chaud, la durée de vie des électrodes de soudage est considérée comme très bonne (plusieurs milliers de points sans dégradation) par rapport aux revêtements métalliques conventionnels. Les soudages MAG, MIG et tous les procédés conventionnels, y compris le brasage, peuvent être employés.
Sur la base d'une longue expérience pour la caractérisation de ces produits en soudage par points et en soudage à l'arc, ArcelorMittal est en mesure d'apporter une assistance technique pour l'adaptation des paramètres de soudage.
-
Soudage par point homogène Usibor® + Usibor®
-
Soudage hétérogène triple-épaisseur avec acier multiphasé
-
Soudage MAG
Résistance à la fatigue
La résistance à la fatigue peut être caractérisée par la limite d'endurance (exprimée en contrainte maximale).
L'Usibor® 1500-AS et le Ductibor® 1000-AS présentent d'excellentes propriétés en fatigue, encore meilleures que celle obtenues sur les aciers pour emboutissage à chaud nu (sans revêtement), qui présentent une surface décarburée.
Ci-dessous les limites d'endurance exprimées en MPa, après deux millions de cycles, pour un test de fatigue en traction uniaxiale ondulée pour R = 0,1 et R = -1.
| Dénomination ArcelorMittal | σD A 2.106 cycles (MPa) R=-1 |
σD A 2.106 cycles (MPa) R=0,1 |
|---|---|---|
| Usibor® 1500 | 475 | 727 |
| Ductibor® 1000-AS | 356 | 621 |
Résistance aux chocs
Les aciers Usibor® et Ductibor® sont utilisés pour des pièces de sécurité. De nombreuses données sont disponibles pour montrer l'exceptionnelle résistance aux crashs.
Du fait de leur limite elastique très élevée, les aciers Usibor® sont particulièrement adaptés pour les pièces anti-intrusion pour lesquelles un effort ultime d'effondrement élevé est recherché. L'exemple ci-dessous illustre les potentiel d'allègement des aciers Usibor® par rapport à d'autres aciers plus conventionnels lors d'un essai de « flexion trois points dynamiques » à 30 km/h pour une énergie de 10 kJ.
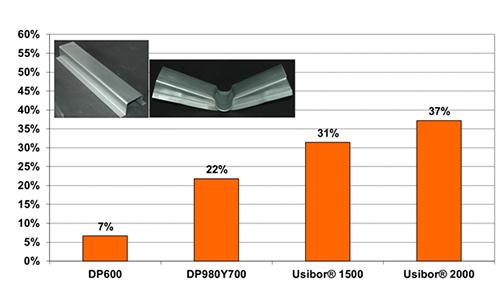
Potentiel d'allégement des aciers Usibor® par rapport à un acier HSLA 380 (référence)
De par leur charge à la rupture élevée et de leur très bonne ductilité, les aciers Ductibor® sont particulièrement performants pour des pièces devant absorber de l'énergie lors d'un choc.
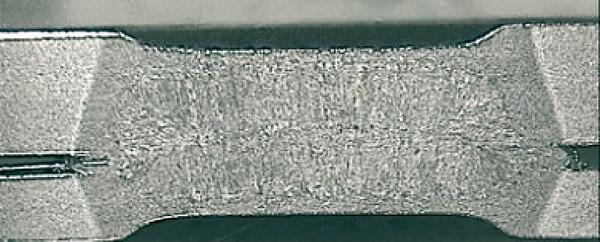
Les aciers Ductibor® ont été caractérisés en compression axiale sur structure oméga avec plaque de fermeture soudée par points à une vitesse d'impact de 56km/h. Ces tests ont montré le très bon comportement au choc de ces aciers. Le graphe suivant donne à titre indicatif le potentiel d'allègement minimal de ces aciers Ductibor® par rapport à un acier HSLA380. Le Ductibor® 1000 présente une ductilité crash exemplaire pour un acier à Rm>1000 MPa.
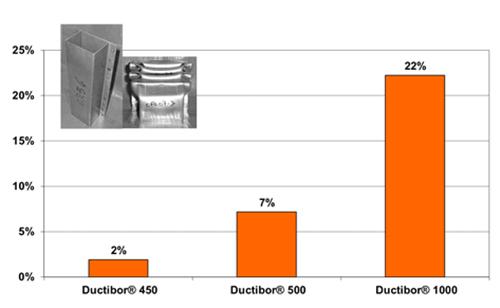
Potentiel d'allégement des aciers Ductibor® par rapport à un acier HSLA 380 (référence)
You may also be interested in
Multi Part Integration®
The power of less
Explore our best-in-class steel solutions for any vehicle, including body-in-white/MPI, chassis and battery pack.





