Products
Product pages available in
EN - DE - FR - ES
Sustainability
News, events and stories
Ultragal®
Anwendungsbereiche
Die Ultragal® - Beschichtung verbindet die bewährten Qualitätsmerkmale von Extragal® (Oberflächenqualität und Korrosionsschutz) mit einer guten Beständigkeit gegenüber Wellenbildung bei der Umformung und wird deshalb besonders für die Fertigung von Außenhautteilen für die Automobilindustrie empfohlen.
Die Welligkeit des Produkts, sowohl vor als auch nach der Formgebung, wird über das Herstellungs-verfahren von Ultragal® kontrolliert. Bei Anwendung optimierter Lackierverfahren bedeutet dies, dass die Ultragal® -Beschichtung dem lackierten Fertigteil ein sehr hohes Niveau an optischer Qualität verleiht (besser als die eines feuerverzinkten Standardträgerstahls). Darüber hinaus wird die Reproduzierbarkeit dieser hohen Lackierqualität durch die geringfügige Welligkeit von Ultragal® verbessert.
Mechanische Eigenschaften
Oberflächenbeschaffenheit
Ultragal® weist keine mit bloßem Auge sichtbaren Kristalle auf und verfügt sowohl vor als auch nach dem Lackieren über eine optimale Oberflächenbeschaffenheit. Durch eine entsprechende Einstellung der Wellenglättungsparameter beim Umformen, insbesondere beim Tiefziehen, kann somit die anspruchsvollste Lackierqualität erzielt werden.
Als Beweis für die hohe Oberflächenqualität wird eine Welligkeit nach Tiefziehen von Wa 0,8 mm garantiert.
Wir garantieren eine Welligkeitsgarantie nach dem Tiefziehen von Wa 0,8 mm, wodurch die Produktqualität sichergestell ist: Die für Ultragal angebotene Garantie ist Wa 0,8 ≤ 0,42 µm nach einer äquiaxialen Prägung von 3,5%. Durch dieses anspruchsvolle Kriterium kann Ultragal auch andere Arten von Spezifikationen (wie Wa 0,8 ≤ 0,50 oder Wsa ≤ 0,35 µm nach einer äquiaxialen 5%-Prägung erfüllen.
Härte
Ultragal® ist ein relativ duktiler Überzug, wodurch die Gefahr einer Beschädigung der Beschichtung beim Tiefziehen stark einschränkt wird.
Morphologie
-

Oberflächenbenschaffenheit der Ultragal®-Beschichtung (Rasterelektronenmikroskop)
-
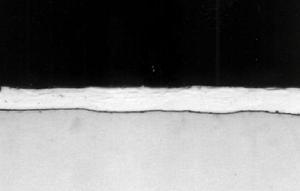
Schnittflächenansicht der Ultragal®-Beschichtung
Dicke der Auflage
Ultragal® ist in folgenden Standardauflagedicken (Seite, Dreipunktmessung) llieferbar:
|
Vergleichbare |
Mindestwert |
Mindestwert |
Höchstwert |
||
|---|---|---|---|---|---|
| (g/m²) | µm | g/m² | µm | g/m² | |
| Z100 | 100 | 7,0 | 50 | 9,0 | 65 |
| Z140 | 140 | 10,0 | 70 | 12,0 | 85 |
Andere gewünschte Auflagedicken werden geprüft und sind auf Anfrage erhältlich.
Beschichtungsverfahren
Der Ultragal®-Überzug wird durch Feuerverzinkung (Durchlauf des Stahlbands durch ein flüssiges Zinkbad) auf ein Stahlsubstrat aufgebracht, welches unter den meisten unserer Kaltwalzstähle ausgewählt werden kann.
Das Herstellungsverfahren von Ultragal® wird jeweils auf die einzelnen Prozessstufen des Trägerstahls von seiner Erzeugung bis zur Nachwalzung eingestellt und unterliegt strengen Prüf- und Qualitätskontrollen. Anhand dieser Maßnahmen wird eine einzigartige feuerverzinkte Beschichtung erzielt, deren optimierte Oberflächenbeschaffenheit im lackierten Zustand an Fahrzeugkarosserien eine äußerst hochwertige optische Qualität erreicht.
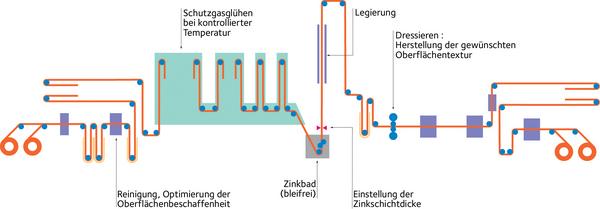
Standardschema einer Verzinkungslinie
Empfehlungen
Korrosionsbeständigkeit
Aufgrund des elektrochemischen Verhaltens des Eisen-Zink Paares (Opferanoden-Effekt) bietet der Ultragal®-Überzug selbst bei Beschädigungen (Stöße, Kratzer, Steinschlag) einen ausgezeichneten Korrosionsschutz.
Tiefziehen
Ultragal® bietet beim Tiefziehen äquivalente Leistungsmerkmale wie unser beidseitig feuerverzinkter Stahl mit reiner Zinkauflage Extragal®.
Ultragal® weist einen Reibungsbeiwert von ca. 0,10 bis 0,20 (je nach Sschmierung) auf, der diesem Überzug eine ausgezeichnete Tiefziehfähigkeit verleiht.
Die Schmierungsbedingungen (Art und Menge des Schmiermittels) sowie die Textur des Produktes spielen beim Kontakt zwischen Blech und Werkzeug eine entscheidende Rolle, sodass eine objektive Beurteilung der Beschichtungen nur unter vergleichbaren Bedingungen möglich ist. Aufgrund der Dehnbarkeit der reinen Zinkauflage ist die Gefahr von Abrieb beim Tiefziehen stark eingeschränkt.
Für komplizierte Bauteile wird eine NIT-Oberflächenbehandlung empfohlen.
Schweißen
Stähle mit Ultragal®-Üeberzug sind unter industriellen Bedingungen schweißbar. Der Schweißprozess und insbesondere die Lebensdauer der Elektroden (nach ISO Norm 18278-2 durchweg 400 Punkte ohne Nachstellung bei 0,8 mm Schichtdicke) können durch eine Anpassung der Zusammensetzung, der Geometrie und der Häufigkeit der Nachstellung der Elektroden sowie durch eine geeignete Einstellung der Schweißparameter (Stromstärke, Stromart, Stromregelung, Verbindungskraft, Zykluszeit) optimiert werden.
ArcelorMittal stellt seinen Kunden Spezialistenteams zur Verfügung, um sie bei dieser Optimierung zu unterstützen.
Kleben
Der Ultragal®-Überzug ist für Klebeverbindungen gut geeignet: gute Haftung auf dem Überzug, gute Haftung des Überzugs auf dem Trägerwerkstoff, Kohäsion des Überzugs.
Der verwendete Klebstoff, die Arbeitsbedingungen und die Beschaffenheit des Schutzöls sowie eventuelle chemische Behandlungen sind entscheidend für die Qualität der Klebeverbindung.
Oberflächenbehandlung
Ultragal® kann beim Kunden nach den aktuellen Verfahren (Trikationenverfahren Zn, Ni, Mn) phosphatiert und lackiert werden. Die Entwicklung von Alternativverfahren, den sogenannten "ökologischen" Oberflächenbehandlungen (insbesondere nickelfrei), erfordert eine vorherige Validierung der Prozessänderungen.
Empfehlungen
- Alkalische Entfettung zur Beseitigung von organischen Rückständen und Oxiden, die eventuell auf der Oberfläche vorhanden sind.
- Präsenz von F- -Ionen im Bad, um die Al3+ -Ionen zu neutralisieren, welche die Aktivität des Bades verringern könnten.
ArcelorMittal stellt seinen Kunden diesbezüglich eine unterstützende Beratung zur Verfügung.
You may also be interested in
Multi Part Integration®
The power of less
Explore our best-in-class steel solutions for any vehicle, including body-in-white/MPI, chassis and battery pack.






Who we are
Your co-engineering partner Your global steel solution providerOur purpose: Smarter steels for people and planetInteractive mapInnovation
The future of steelGlobal R&DInnovation in practiceFast Lane: ArcelorMittal’s sampling and pre-serial production serviceCustomer statementsLatest customer casesS-in motion® solutions
3D car configuratorBattery electric vehicles Battery pack for BEVChassisFront chassis for EVsRear Chassis for BEVsPickup trucksMid-size Sedan and SUVC-segment vehicles Light commercial vehicles Commercial trucksFront seatsSustainability
Climate action progressXCarb™ - towards net zero steelSteel and the circular economy Smart carbon technologyClean power steelmakingCircular carbon steelmakingCapture and storage of fossil fuel carbonCommitment to ResponsibleSteel™ Life cycle assessmentRecycling advanced steelsOur automotive outcomesTailor your ArcelorMittal Automotive web experience
My ArcelorMittal Automotive space
This is your personal space on ArcelorMittal's global automotive website. You can keep your favorite ArcelorMittal automotive web pages and documents in a safe place
My spaceConfigure this website
If you want, you can tailor your web experience on this automotive website to your personal needs. By selecting your job profile and/or region (both optional) you enable us to personalize the content you see on this website.
No matter which job profile or region you select, you will always have unlimited access to all the information on this website. The only thing that changes is that you will be offered more tailored content. As well as your profile and region, we also use your browsing history on this website to remember your personal preferences and identify the most appropriate content for you.
We are confident that this will help you to find the inspiration you are looking for on the ArcelorMittal automotive website.