Products
Product pages available in
EN - DE - FR - ES
Sustainability
Climate action progress
XCarb™ - towards net zero steel
Steel and the circular economy
Smart carbon technology
Clean power steelmaking
Circular carbon steelmaking
Capture and storage of fossil fuel carbon
Commitment to ResponsibleSteel™
Life cycle assessment
Recycling advanced steels
Our automotive outcomes
News, events and stories

By George Coates – Technical Director, Steel E-Motive and WorldAutoSteel - February 2021
Twenty-five years ago, the first steel industry collaboration, the UltraLight Steel Auto Body Consortium, launched a global effort to demonstrate what was then the most advanced steels ever produced, High-Strength Steels (HSS). At the time, with just 11 HSS grades available, ULSAB reduced mass by 25% over benchmarks and featured cutting edge technology such as a tailor-welded body side outer that reduced part count from 3 or 4 pieces to one efficient structure (Figure 1). Tailor welding enables the joining of different material grades and thicknesses into one blank for stamping a part, thereby placing higher strength levels exactly and only where they are needed. A one-piece body side outer and tailor welding is commonplace today because of the efficiency it lends to vehicle design and manufacturing.
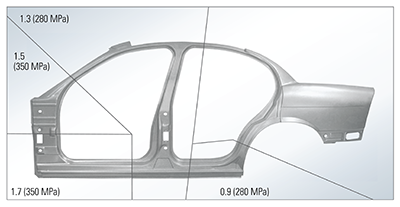
Figure 1. ULSAB’s cutting edge one-piece body side outer employed one of the first uses of its kind for tailor-welding technology in vehicle design and manufacturing.
The four programs that followed ULSAB produced steel innovations that influenced vehicle design and manufacture for the past decades. Steel E-Motive follows this long history of global steel industry collaboration to demonstrate steel technologies that are expected to be commercially available in 2030 and beyond. With the portfolio of steel product and manufacturing processes already available and the addition of those forecasted for future commercial availability, we are expecting innovations that will be a roadmap for future mobility vehicle manufacturers.
What is the significance of AHSS Strength vs Elongation?
Higher strength levels mean steel parts can be manufactured at minimum thickness while still meeting the strength requirements for crash and performance. The results are lighter and more environmentally efficient components because less material is used. But increasing strength and thinner gauges makes forming complex component shapes a challenge. 3rdGen AHSS have increased elongation as well as increased strength. Elongation is a material mechanical property that is the degree to which a material may be bent, stretched, or compressed before it breaks. With high elongation, complex vehicle component shapes can be formed and manufactured more easily, resulting in strong, efficient structures.
The global steel industry is investing significantly in product and fabrication development. High Strength and Advanced High-Strength Steels (AHSS) portfolios have grown from ULSAB’s 11 to more than 50 grades available for use in designing and optimizing Steel E-Motive’s autonomous EV architecture. Third Generation AHSS (3rdGen AHSS), which will have a prominent role in Steel E-Motive’s architectures, are taking strength levels ever higher while addressing manufacturability. Our members are producing 3rdGen AHSS that can be cold-formed with strength levels upwards of 1200 MPa, due to elongations of 20% and greater, which completely opens the manufacturing window of possibilities.
Steel and Manufacturing Technologies
To further assist in the design and manufacture of efficient vehicle structures, new processes such as roll forming and hot forming help fabricate these stronger materials effectively, while often doubling material use efficiency. This means less material is produced for each component, resulting in a significant reduction in manufacturing emissions and, ultimately, an improved vehicle environmental footprint.
Roll Forming takes a flat sheet or strip and feeds it through a mill containing several successive roller dies, each of which incrementally bend the strip into the desired final shape. Incremental forming minimizes certain stresses and strains on the material that inhibit part formation with very high strength materials. Therefore, roll forming is well suited for generating many complex shapes from Advanced High-Strength Steels, even and especially for those grades with low total elongation. Unlike most forming operations which have various combinations of forming modes, the roll forming process is nothing more than a carefully engineered series of bends. Roll forming is appropriate for high-volume applications requiring long, complex sections held to very precise dimensions, such as a bumper, rocker or truck bed (See Figure 2 for more examples).
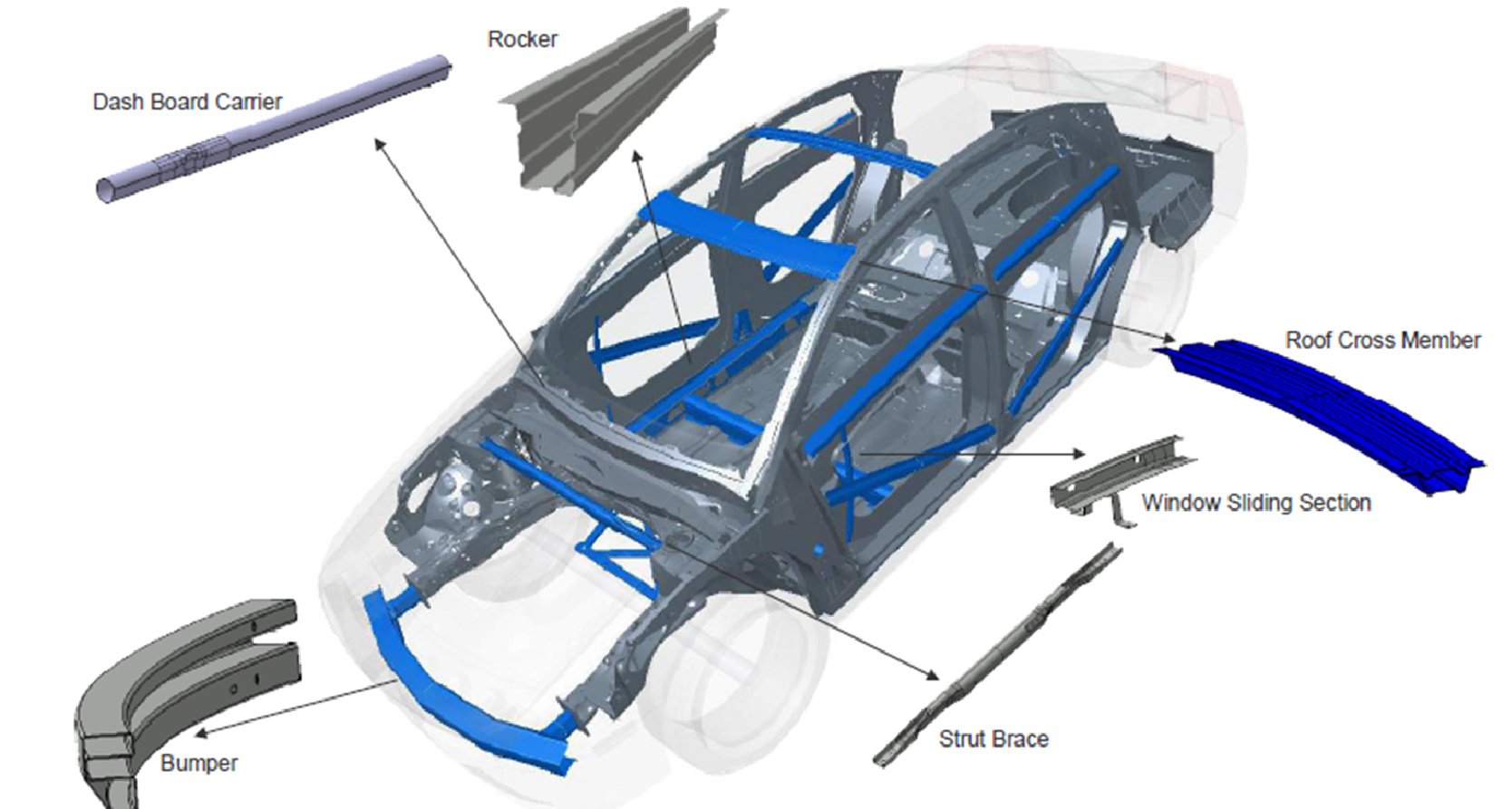
Figure 2. Vehicle body structure parts suitable for the roll forming process.
One of the traits that makes steel such a flexible, revolutionary material is the ability to change its very microstructure with various processes. One such process that is growing dramatically in vehicle manufacturing is hot stamping also known as press hardening. In this process, steel blanks are heated to over 900oC to change its microstructure to a fully austenitic, formable state. It is then transferred to a press where it is formed in its hot condition and then cooled rapidly while it is still in the die to achieve the required properties, i.e., another change to its final microstructure and shape. In this process, a material is made very formable by heating it up, but in the end the finished steel part can be as much as four times stronger than the original material. For instance, a 500 MPa material can become 2000 MPa in strength. Direct hot stamping is used for A and B pillars, floor tunnels and cross beams.
These are just two of many processes that will be a part of the materials and processes portfolio for manufacturing Steel E-Motive vehicle components. (See Figure 3 for more examples.)
Figure 3
Steel E-Motive Example steel and steel technologies portfolio
Steel Grades
- Complex Phase
- Dual Phase, High Formability
- Quench & Partition
- Ferrite-Bainite
- Manganese-Boron
Steel Technologies
- Laser Welded Blanks
- Tailor Welded Blanks
- Tailor Rolled Blanks (quenched steel)
- Laser Welded Coil
- Laser Welded Hydroformed Tubes
- Sheet Hydroforming
- Tube Hydroforming
- Roll Forming
- Roll Stamping
- Press Hardening
- Laser Welded Tube Profiled Sections
- Multi-Walled Hydroformed Tubes
- Multi-Walled Tubes
The broad portfolio available to our engineering partner, Ricardo, ensures that there are ample configurations of materials and processes available, enabling the most efficient architectures to meet the design and manufacturing challenges of ride sharing, autonomous EVs. Steel has and continues to successfully reinvent itself with the family of Advanced High-Strength Steels (AHSS) and steel technologies, engineered to meet ever-changing vehicle design and manufacturing demands.

Why Steel?
Steel’s characteristics of strength, manufacturability, durability, and recyclability align dynamically with the needs of next generation vehicles: the ability to meet or exceed vehicle weight, safety, environmental challenges and multiple use cases, while supporting optimal total cost of ownership
-
Strength
-

Durability
-

Environment
-

Affordability
-

Total Cost of Ownership
-

Safety
-

Smart City
-

Autonomous
-
Ridesharing
-

Battery Electric
You may also be interested in






Who we are
Your co-engineering partner Your global steel solution providerOur purpose: Smarter steels for people and planetInteractive mapInnovation
The future of steelGlobal R&DInnovation in practiceFast Lane: ArcelorMittal’s sampling and pre-serial production serviceCustomer statementsLatest customer casesS-in motion® solutions
3D car configuratorBattery electric vehicles Battery pack for BEVChassisFront chassis for EVsRear Chassis for BEVsPickup trucksMid-size Sedan and SUVC-segment vehicles Light commercial vehicles Commercial trucksFront seatsSustainability
Climate action progressXCarb™ - towards net zero steelSteel and the circular economy Smart carbon technologyClean power steelmakingCircular carbon steelmakingCapture and storage of fossil fuel carbonCommitment to ResponsibleSteel™ Life cycle assessmentRecycling advanced steelsOur automotive outcomesTailor your ArcelorMittal Automotive web experience
My ArcelorMittal Automotive space
This is your personal space on ArcelorMittal's global automotive website. You can keep your favorite ArcelorMittal automotive web pages and documents in a safe place
My spaceConfigure this website
If you want, you can tailor your web experience on this automotive website to your personal needs. By selecting your job profile and/or region (both optional) you enable us to personalize the content you see on this website.
No matter which job profile or region you select, you will always have unlimited access to all the information on this website. The only thing that changes is that you will be offered more tailored content. As well as your profile and region, we also use your browsing history on this website to remember your personal preferences and identify the most appropriate content for you.
We are confident that this will help you to find the inspiration you are looking for on the ArcelorMittal automotive website.