Products
Product pages available in
EN - DE - FR - ES
Sustainability
News, events and stories
TRIP (TRansformation Induced Plasticity) steels
Description
TRIP steels offer an outstanding combination of strength and ductility as a result of their microstructure. They are thus suitable for structural and reinforcement parts in complex shapes. The microstructure of these steels consists of islands of hard residual austenite and carbide-free bainite dispersed in a ductile ferritic matrix. Austenite is transformed into martensite during plastic deformation (TRIP: TRansformation Induced Plasticity effect), enabling greater elongation to be achieved which endows these steels with their excellent combination of strength and ductility.
These steels have considerable strain hardening capacity which endows them with good aptitude for strain redistribution and hence excellent drawability.
In the course of the manufacturing stages of parts, the tensile strength of TRIP steel increases sharply compared to its reference value for flat metal, both under the effect of local stamping strains and BH (Bake Hardening) effect during the paint process. These effects can be used to optimise the design of the part, especially in terms of crash behaviour. See below.
Applications
As a result of their high energy absorption capacity and fatigue strength, TRIP steels are particularly well-suited for automotive structural and safety parts such as crossmembers, longitudinal beams, B-pillar reinforcements, sills and bumper reinforcements.
ArcelorMittal has extensive data on the forming and service properties of the TRIP family of steels. A team of experts is available to carry out specific studies based on modelling or laboratory tests to incorporate these steels at the design stage.
-

B-pillar reinforcement in CR450Y780T-TR-EG (thickness: 1.2 mm)
-

Bumper cross member in CR450Y780T-TR-EG (thickness: 1.6 mm)
Designation and standard

| Show all |
|
|
|
|
|
|---|---|---|---|---|---|
| ArcelorMittal name | Generic name | Euronorms | VDA 239-100 | JFS | ABNT NBR |
| CR400Y690T-TR | TRIP700 | HCT690T (+ZE,+Z) | CR400Y690T-TR (-UNC,-EG,-GI) | TRIP700 | |
| CR450Y780T-TR | TRIP800 | HCT780T (+ZE, +ZF) | CR450Y780T-TR (-UNC,-EG,-GA) | JSC780T | TRIP800 |
-
Euronorms
Uncoated (EN 10338: 2015): Steel grade name
Electrogalvanized (EN 10338: 2015 + EN 10152: 2017): Steel grade name+ZE
Galvannealed (EN 10346: 2015): Steel grade name+ZF
Extragal® (EN 10346: 2015): Steel grade name+Z -
VDA 239-100
Uncoated: Steel grade name-UNC
Electrogalvanised: Steel grade name-EG
Galvannealed: Steel grade name-GA
Extragal®: Steel grade name-GI
Mechanical properties
| Show all |
|
|
|
|
|
|
|
|
|
|---|---|---|---|---|---|---|---|---|---|
| ArcelorMittal name | Generic name | Direction | Yield stress Rp0.2 (MPa) | Tensile strength Rm (MPa) | Type 1 Min. A50mm (%) | Type 2 Min. A80mm (%) | Type 3 Min. A50mm (%) | Min. BH2 MPa | n10-20/Ag |
| CR400Y690T-TR | TRIP700 | RD | 400 - 520 | 690 - 800 | 25 | 24 | 26 | 40 | 0.19 |
| CR450Y780T-TR | TRIP800 | RD | 450 - 570 | 780 - 910 | 22 | 21 | 23 | 40 | 0.16 |
A80mm %: Percentage elongation after fracture using a specimen with gauge length L0 = 80 mm (ISO 6892-1 type 2 (EN20x80))
A50mm %: Percentage elongation after fracture using a specimen with gauge length L0 = 50 mm (ISO 6892-1 type 1 (ASTM12.5x50) or type 3 (JIS25x50)
A%: Percentage elongation after fracture using a proportional specimen with L0 = 5.65 (So)1/2
Ag %: Percentage plastic extension at maximum force
BH2: Increase in yield strength between a reference condition after a 2% plastic pre-strain and the condition obtained after heat treatment (170°C-20minutes)
-
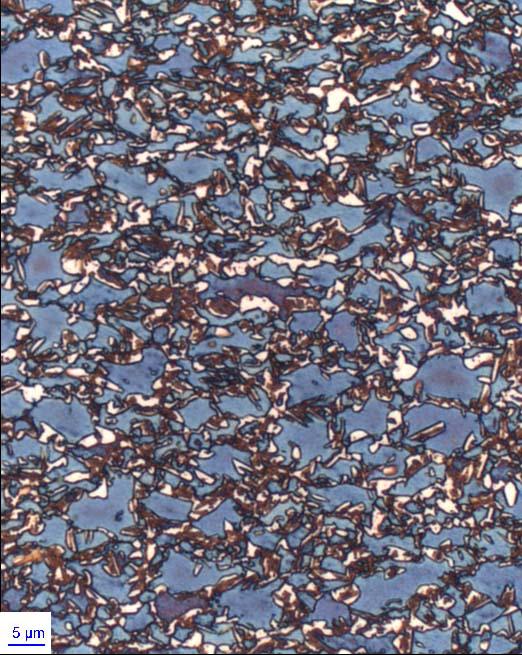
Typical CR450Y780T-TR-EG microstructure (residual austenite fraction approx. 18%)
-
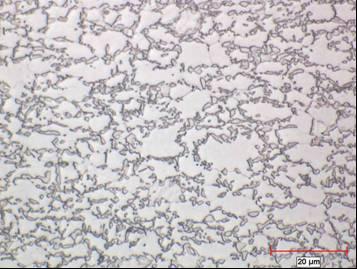
Typical CR400Y690T-TR-GI microstructure (residual austenite fraction approx. 10%)
Chemical composition
| Show all |
|
|
|
|
|
|
|
|
|
|
|
|---|---|---|---|---|---|---|---|---|---|---|---|
| ArcelorMittal name | Generic name | Max. C (%) | Max. Si (%) | Max. Mn (%) | Max. P (%) | Max. S (%) | Al (%) | Max. Cu (%) | Max. B (%) | Max. Ti + Nb (%) | Max. Cr + Mo (%) |
| CR400Y690T-TR | TRIP700 | 0.24 | 2.0 | 2.2 | 0.05 | 0.01 | 0.015 - 2.0 | 0.2 | 0.005 | 0.2 | 0.6 |
| CR450Y780T-TR | TRIP800 | 0.25 | 2.2 | 2.5 | 0.05 | 0.01 | 0.015 - 2.0 | 0.2 | 0.005 | 0.2 | 0.6 |
Global availability
Under development Customer trials Commercial unexposed only Commercial exposed and unexposed
| Show all |
|
|
|
|
|
|---|---|---|---|---|---|
| ArcelorMittal name | Generic name | Uncoated (-UNC) | Extragal® (-GI) | Electrogalvanized (-EG) | Jetgal® (-ZV) |
| CR400Y690T-TR | TRIP700 | ||||
| CR450Y780T-TR | TRIP800 |
| Show all |
|
|
|
|
|
|---|---|---|---|---|---|
| ArcelorMittal name | Generic name | Uncoated (-UNC) | Extragal® (-GI) | Electrogalvanized (-EG) | Jetgal® (-ZV) |
| CR400Y690T-TR | TRIP700 | ||||
| CR450Y780T-TR | TRIP800 |
| Show all |
|
|
|
|---|---|---|---|
| ArcelorMittal name | Generic name | Extragal® (-GI) | Galvannealed (-GA) |
| CR400Y690T-TR | TRIP700 | ||
| CR450Y780T-TR | TRIP800 |
| Show all |
|
|
|---|---|---|
| ArcelorMittal name | Generic name | Extragal® (-GI) |
| CR400Y690T-TR | TRIP700 | |
| CR450Y780T-TR | TRIP800 |
| Show all | |
|---|---|
| ArcelorMittal name | Generic name |
| CR400Y690T-TR | TRIP700 |
| CR450Y780T-TR | TRIP800 |
| Show all | |
|---|---|
| ArcelorMittal name | Generic name |
| CR400Y690T-TR | TRIP700 |
| CR450Y780T-TR | TRIP800 |
Under development
Customer trials
Commercial unexposed only
Commercial exposed and unexposed
Forming
TRIP steels offer high ductility relative to their tensile strength. For example, CR450Y780T-TR boasts uniform elongation comparable to that of a type CR3 deep drawing grade.
The illustration below shows examples of forming limit curves for 1.5 mm thick CR400Y690T-TR and CR450Y780T-TR steels. Their formability is superior to that of a lower strength CR330Y590T-DP steel.
Forming limit curves for CR400Y690T-TR-GI and CR450Y780T-TR-EG (thickness: 1.5 mm) (ArcelorMittal model for Europe)
Forming limit curves for CR400Y690T-TR-GI and CR450Y780T-TR-EG (thickness: 1.5 mm) (Keeler model for North America)
Please contact us for more information on forming TRIP steels.
Welding
Resistance spot-welding
TRIP steels can be readily welded using conventional welding processes, provided the welding parameters are adjusted.
The table below gives examples (for information only) of spot welding parameters for CR400Y690T-TR-GI and CR450Y780T-TR-EG matching joints, in accordance with the ISO 18278-2 standard:
| Show all |
|
|
|
|
|
|---|---|---|---|---|---|
| ArcelorMittal name | Coating | Thickness (mm) | Nugget diameter (mm) | Pure tensile (kN) | Tensile-shear (kN) |
| CR400Y690T-TR | Extragal® | 1.0 | 6.5 | 6.7 | 13 |
| CR450Y780T-TR | Electrogalvanised | 1.0 | 6.7 | 5.5 | 13.7 |
MAG arc welding
MAG (Metal Active Gas) arc welding employs a filler wire in a protective gas shield. It can be used for thicknesses greater than 0.8 mm. MAG weldability of CR450Y780T-TR has been assessed using CMOS (Welding Operating Procedure Characterisation based on standards EN 288 and EN 25817) for 1.5 mm thick butt joints. Heat input is of the order of 2 kJ/cm.
As a result of its chemical composition, CR450Y780T-TR typically has a relatively high carbon equivalent of the order of 0.50. However, no particular precautions are needed to prevent cold cracking. In actual fact, the reduced thicknesses employed (< 2 mm) minimise restraint stresses during welding.
The most appropriate combination for MAG welding of CR450Y780T-TR in a thickness range of approx. 1.5 mm is as follows:
- Filler: G3Si1 type in accordance with EN 440
- Shielding gas: Ar + 8% CO2
- (M21 in accordance with EN 439)
The CMOS evaluation shows satisfactory overall weld behaviour meeting the mechanical strength criteria set out in the standards, given that:
- Bends are acceptable up to 120° and crack on the reverse side at 180°;
- All tensile test failures occur in the base metal thanks to base metal/filler metal dilution, even with G3Si1 wire.
Laser welding
Laser welding tests have revealed no particular difficulties. Laser lap welding is particularly suitable for TRIP/TRIP joints.
Based on extensive shop-floor experience in characterising its products, ArcelorMittal is able to provide technical assistance in adjusting the welding parameters for all steels in the TRIP range.
Fatigue strength
Due to their high mechanical strength, TRIP grades boast significantly better fatigue properties than conventional steels.
Examples of Wöhler curves for a variety TRIP grades are shown in the two graphs below. The curves plot maximum stress versus number of cycles to failure. They are calculated for two loading ratios: tension-compression R=-1 and tension-tension R=0.1.
The graph below shows the low-cycle fatigue or E-N curves for the same steels. The curves plot strain amplitude versus number of reversals to failure (one cycle equals two reversals). Other high and low cycle fatigue data can be provided on request.
ArcelorMittal can make a TRIP steel fatigue database available to its customers.
Impact strength
As a result of their very high tensile strength, TRIP steels are particularly suitable for parts designed to absorb energy in an impact.
TRIP steels have been characterised in dynamic axial compression tests using an omega structure with a spot-welded closure plate at an impact velocity of 56 km/h. These tests have demonstrated the very positive impact behaviour of these steels.
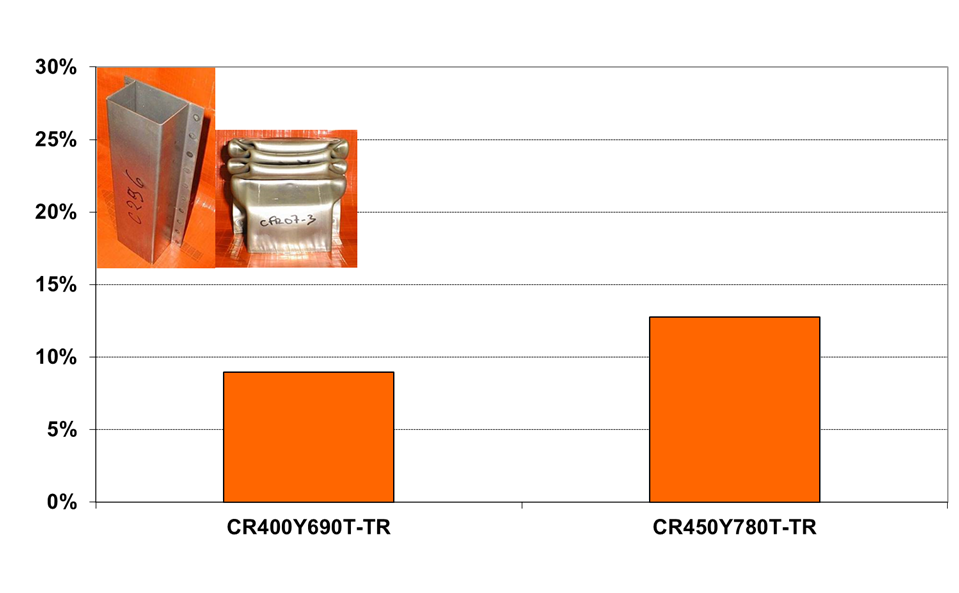
Weight-reduction potential compared to that of a CR340LA steel (reference)
These results are obtained for test pieces produced by bending. Strain-hardening during drawing enhances the energy absorption capacity of this grade. In order to fully exploit the potential of TRIP steels, the metal properties after forming (hardening) rather than those of the initial blank should be used in the design stage. Crush tests have shown a 9% gain in energy absorption of drawn parts compared to parts obtained by bending.
You may also be interested in
Multi Part Integration®
The power of less

Explore our steel solutions for
BEV and ICE vehicles






