Products
Product pages available in
EN - DE - FR - ES
Sustainability
Climate action progress
XCarb™ - towards net zero steel
Steel and the circular economy
Smart carbon technology
Clean power steelmaking
Circular carbon steelmaking
Capture and storage of fossil fuel carbon
Commitment to ResponsibleSteel™
Life cycle assessment
Recycling advanced steels
Our automotive outcomes
News, events and stories
Strong bonds with smart steels
The development of advanced high strength steels (AHSS) has presented OEMs with unique challenges when it comes to joining materials. With the advent of multi-material parts, these challenges are amplified. ArcelorMittal Global R&D is constantly working with carmakers and suppliers to identify the right joining techniques and technologies for AHSS.
To mitigate these challenges, the weldability of new AHSS concepts is evaluated at R&D lab level in the This process begins in the early stages of AHSS grade’s development. All new AHSS concepts are first evaluated by Global R&D at the laboratory level to determine their weldability. This initial assessment allows ArcelorMittal to focus product development on grades that will be compatible with OEM processes (even if some adaptations may be required).
In a second stage, before the new product is launched on the market, a complete weldability validation is performed. If necessary, guidelines are modified to facilitate the use of the new material by our customers. Once the new steel grade is ready to be used by customers, additional support is offered to fine-tune the welding parameters.
ArcelorMittal recommends several available technologies to join AHSS to:
- Another AHSS steel
- Other materials including aluminum and composites
Emerging technologies are also providing new options for spot welding and mechanical joining.
Joining AHSS to AHSS
Resistance spot welding (RSW) remains the default choice for OEMs who wish to join parts made from AHSS. RSW is a mature process with an excellent cost/quality ratio. It is suitable for all of ArcelorMittal’s AHSS families including Fortiform®, Ductibor®, and Usibor®.
The most recent AHSS on the market are compatible with RSW, although some parameter adaptations are required. For example, different pulsed procedures are recommended when joining some types of AHSS.
While it is not uncommon to join three AHSS sheets with different thicknesses and physical properties. However, some extreme stack-ups may be difficult to weld due to differences in the physical properties of the grades utilized. Again, welding parameters should be optimized to ensure a stable welding process.
RSW technology is evolving towards more flexible and adaptative machines with more precise and specific parameters. This is helping to grow the use of AHSS as they allow OEMs to easily adapt welding parameters to the specifications of the stack to be joined on the assembly line.
Combining RSW with high strength adhesives can be an excellent way to improve the global behavior of welded modules. For specific advice on this procedure, contact your Customer Technical Service (CTS) representative.

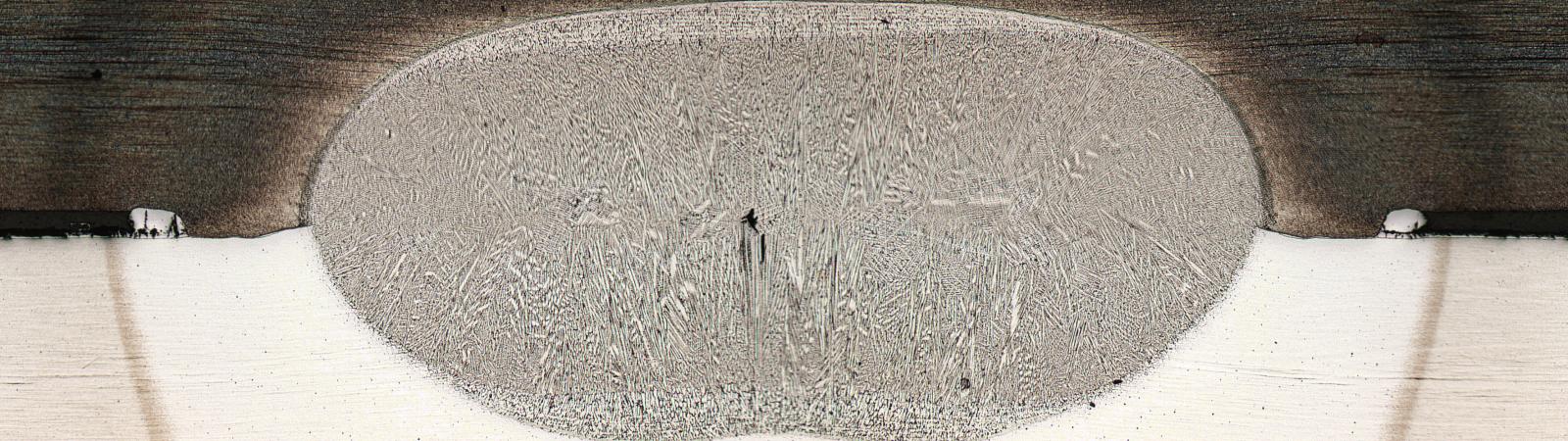
A resistance spot weld joining two of the latest AHSS steels: Fortiform® 1180 and Usibor® 2000
Joining AHSS to other materials
As steel, aluminum, and composites cannot be welded together, hybrid applications usually utilize mechanical and/or adhesive joining. While the first generation of rivets and screws were limited to low hardness metals, a huge effort has been made by OEMs, tool suppliers, and material suppliers to innovate and extend the range of mechanical joining applications.
Many solutions are now appearing on the market. Some of them are already capable of joining AHSS such as Usibor® 1500 to aluminum. However, the maturity and rationalization of some technological solutions is not yet finalized. For specific advice, contact your Customer Technical Service (CTS) representative.
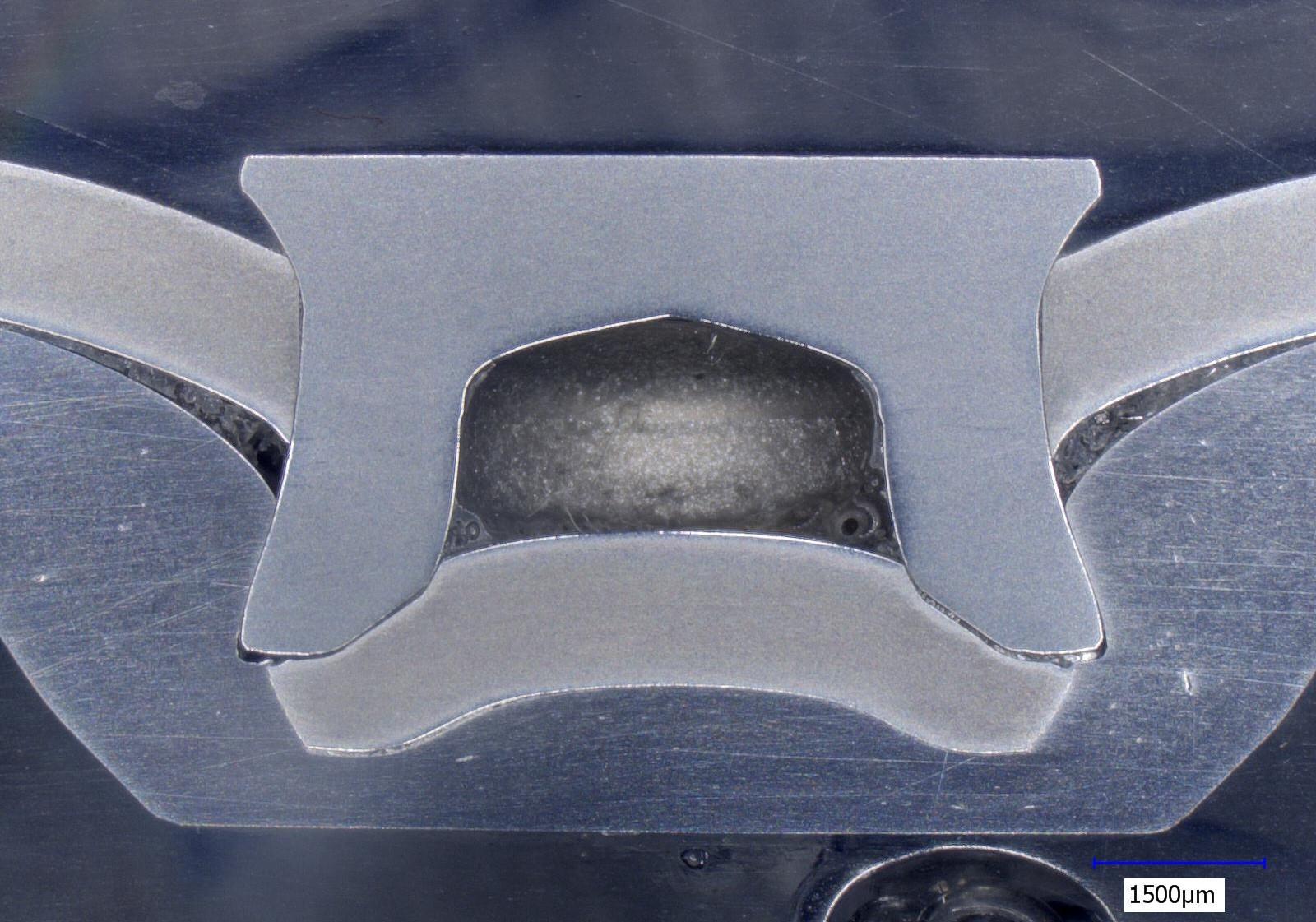
Riveting remains the most frequently used method of joining AHSS to aluminum (here Fortiform® 1180 1.5 mm / Castasil 37 2.5 mm)
Evolutions in joining technologies
The most innovative approach to joining is currently being provided by mechanical joining technologies. Demand is being driven by hybrid vehicle design where OEMs want to combine low density materials with very high-strength steel structures.
Other joining technologies are also proposing innovations, but incrementally. One emerging solution is friction welded elements which ‘pin’ two materials together through mechanical friction. In effect, this is a forge welding technique which fuses the materials together. The technique can be used with a range of materials, including very hard steels.
Evolutions are also expected in laser welding. Thanks to continuously decreasing costs, and the development of new optics (such as scanners and multi-spot optics) a new range of joining applications may become robust and economically viable in the short-term.
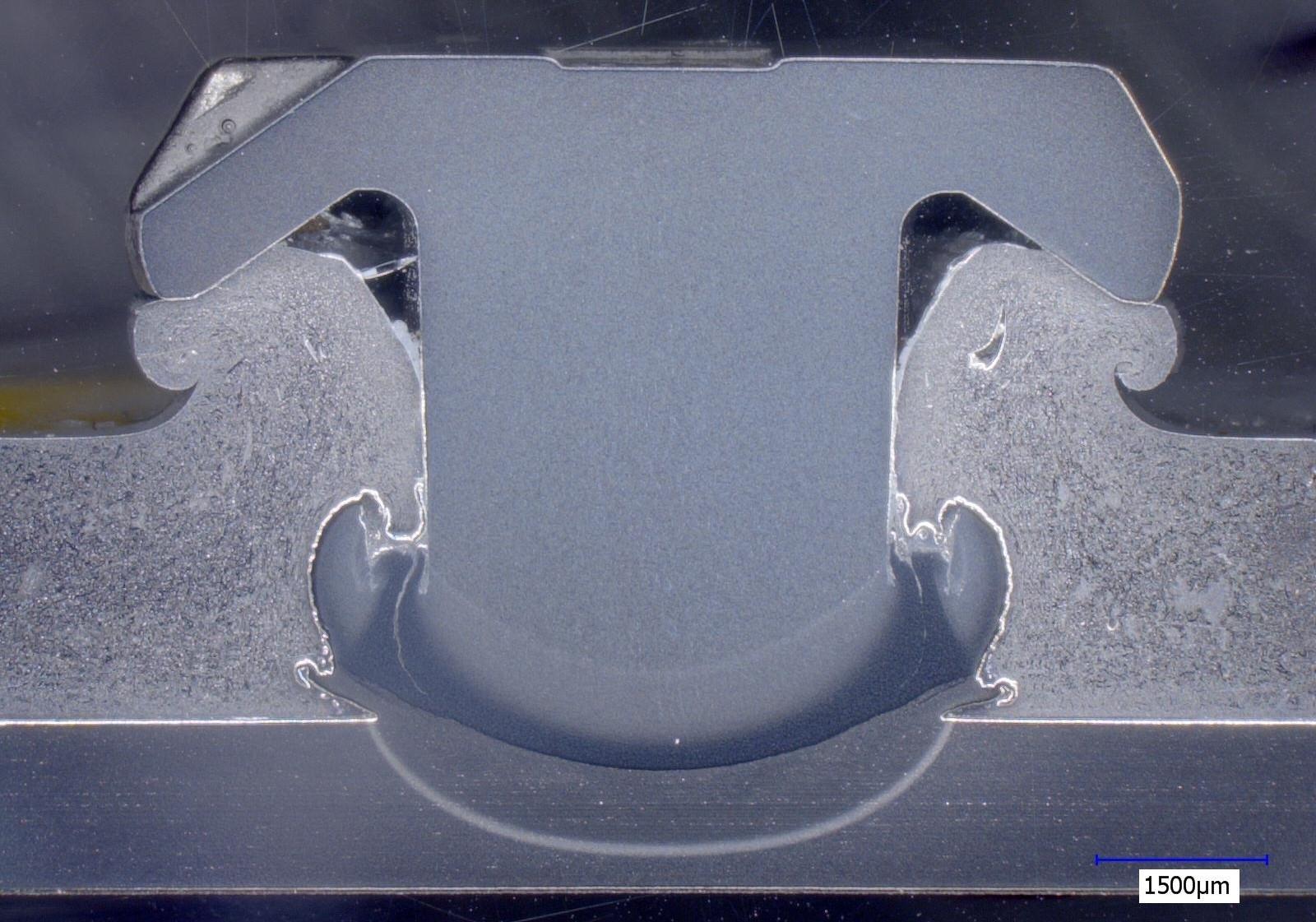
Another emerging technology is friction welded elements which ‘pin’ an aluminum sheet to an AHSS (here Usibor® 2000 1.5 mm / Silafont 36 2.5 mm)
More guidance on welding individual AHSS grades can be found in the welding chapter of the product pages in our online product catalogue.
You may also be interested in






Who we are
Your co-engineering partner Your global steel solution providerOur purpose: Smarter steels for people and planetInteractive mapInnovation
The future of steelGlobal R&DInnovation in practiceFast Lane: ArcelorMittal’s sampling and pre-serial production serviceCustomer statementsLatest customer casesS-in motion® solutions
3D car configuratorBattery electric vehicles Battery pack for BEVChassisFront chassis for EVsRear Chassis for BEVsPickup trucksMid-size Sedan and SUVC-segment vehicles Light commercial vehicles Commercial trucksFront seatsSustainability
Climate action progressXCarb™ - towards net zero steelSteel and the circular economy Smart carbon technologyClean power steelmakingCircular carbon steelmakingCapture and storage of fossil fuel carbonCommitment to ResponsibleSteel™ Life cycle assessmentRecycling advanced steelsOur automotive outcomesTailor your ArcelorMittal Automotive web experience
My ArcelorMittal Automotive space
This is your personal space on ArcelorMittal's global automotive website. You can keep your favorite ArcelorMittal automotive web pages and documents in a safe place
My spaceConfigure this website
If you want, you can tailor your web experience on this automotive website to your personal needs. By selecting your job profile and/or region (both optional) you enable us to personalize the content you see on this website.
No matter which job profile or region you select, you will always have unlimited access to all the information on this website. The only thing that changes is that you will be offered more tailored content. As well as your profile and region, we also use your browsing history on this website to remember your personal preferences and identify the most appropriate content for you.
We are confident that this will help you to find the inspiration you are looking for on the ArcelorMittal automotive website.